





ePEEK-Industrial
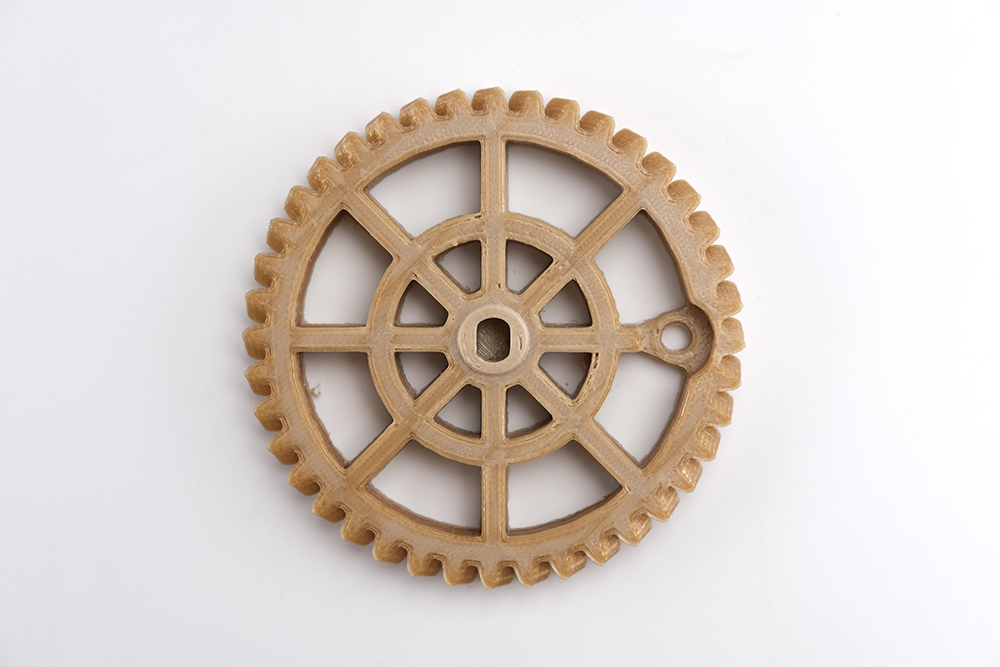
Special plastic materials with excellent mechanical and thermal properties; high strength, high toughness, impact resistance; self-lubricating and wear-resistant properties, printable mechanical gears; flame retardant; resistant to corrosion by most chemical reagents and solvents; high temperature resistance Performance, the heat distortion temperature is as high as 205℃, and it can be used for heat-resistant parts.
- * Description:
-
Description
Special plastic materials with excellent mechanical and thermal properties; high strength, high toughness, impact resistance; self-lubricating and wear-resistant properties, printable mechanical gears; flame retardant; resistant to corrosion by most chemical reagents and solvents; high temperature resistance Performance, the heat distortion temperature is as high as 205℃, and it can be used for heat-resistant parts.
Sellingpoint
Chemical resistance
Heat resistance
Flame retardantHigh toughness
High impact resistance
Abrasion resistance
- * Application
- * Print model
-



| Filament Properties Table | |
|---|---|
| 3D PRINTING FILAMENT | ePEEK-Industrial |
| Density(g/cm3) | 1.29 |
| Heat Distortion Temp(℃,0.45MPa) | / |
| Melt Flow Index(g/10min) | / |
| Tensile Strength(MPa) | 100 10/10 |
| Elongation at Break(%) | 40 4/10 |
| Flexural Strength(MPa) | 170 10/10 |
| Flexural Modulus(MPa) | 4200 7/10 |
| IZOD Impact Strength(kJ/㎡) | 6.5 1/10 |
| Durability | 10/10 |
| Printability | 6/10 |
| Recommended printing parameters | |
| Extruder Temperature(℃) | 380-440℃ Recommended temperature420℃ |
| Bed temperature(℃) | 130-150℃ |
| Fan Speed | 0-40% |
| Printing Speed | 20-40mm/s |
| Heated Bed | Required |
| Recommended Build Surfaces | PVP solid glue, high temperature glue |
| Feature | |
| Flexible | —— |
| Elastic | —— |
| Impact Resistant | √ |
| Soft | —— |
| Composite | —— |
| UV Resistant | √ |
| Water Resistant | √ |
| Dissolvable | —— |
| Heat Resistant | √ |
| Chemically Resistant | √ |
| Fatigue Resistant | √ |
| Need drying | √ |
| Heated Bed Required | √ |
| Print recommend | Drying at 80℃/>8h, try to increase the constant temperature chamber and the bottom plate temperature, and strictly adjust the level before printing |
1.It’s better to dry the ePC filament before printing(70℃/>6H).the eBOX is suggested to use when printing the ePC filament.
2.The shingkage of ePEEK-Industrial material is high.So pls use printer which has chamber to print the ePEEK-Industrial filament.
3.eePEEK-Industrial is prone to warping when printing. Pls increase thechamber temperature and plate temperature ; choose a bottom plate with high flatness and high temperature resistance; Leveling is required before printing.
4. Uneven crystallization of ePEEK-Industrial material may occur during the printing process. Try to increase the chamber temperature and reduce the cooling speed of the PEEK material; if necessary, an oven is required for post-annealing. Annealing after printing can improve mechanical performance. Put it in the oven 150 ℃/1h→200℃/1h→150℃/0.5h.
-
 MSDS
MSDS -
 TDS
TDS





