







ePEEK-Industrial
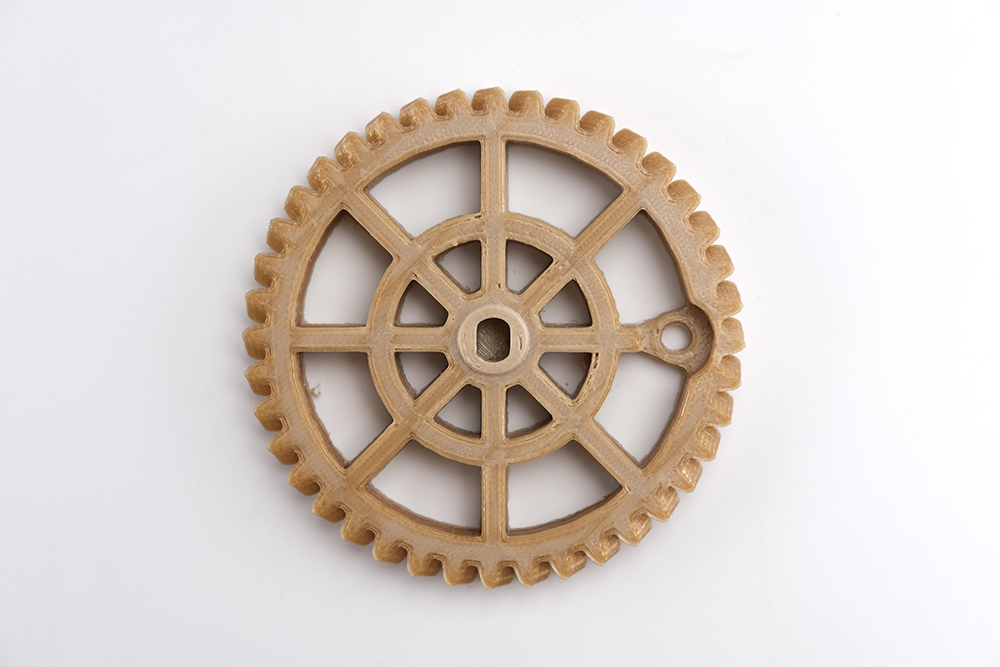
Специальные пластмассовые материалы с отличными механическими и термическими свойствами;высокая прочность, высокая ударная вязкость, ударопрочность;самосмазывающиеся и износостойкие свойства, печатные механические передачи;огнестойкий;устойчив к коррозии большинством химических реагентов и растворителей;Высокая термостойкость. Температура теплового искажения достигает 205 ℃, и ее можно использовать для термостойких деталей.
- *Описание:
-
Описание
Специальные пластмассовые материалы с отличными механическими и термическими свойствами;высокая прочность, высокая ударная вязкость, ударопрочность;самосмазывающиеся и износостойкие свойства, печатные механические передачи;огнестойкий;устойчив к коррозии большинством химических реагентов и растворителей;Высокая термостойкость. Температура теплового искажения достигает 205 ℃, и ее можно использовать для термостойких деталей.
Преимущества продажи:
Химическая устойчивость
Теплостойкий.
ОгнестойкийВысокая упругость
Высокая устойчивость к ударам
Устойчивость к истиранию
- *Применение
- *Печать модели
-



| Таблица свойств нити | |
|---|---|
| НИТЬ ДЛЯ 3D-ПЕЧАТИ | ePEEK-Industrial |
| Плотность (г/см3) | 1,29 |
| Температура тепловых искажений (℃, 0,45 МПа) | / |
| Индекс текучести расплава (г/10 мин) | / |
| Предел прочности (МПа) | 100 10/10 |
| Относительное удлинение при разрыве(%) | 40 4/10 |
| Прочность на изгиб (МПа) | 170 10/10 |
| Модуль упругости при изгибе (МПа) | 4200 7/10 |
| Ударная вязкость по IZOD (кДж/㎡) | 6,5 1/10 |
| Долговечность | 10/10 |
| Возможность печати | 6/10 |
| Рекомендуемые параметры печати | |
| Температура экструдера (℃) | 380-440℃ Рекомендуемая температура420℃ |
| Температура кровати (℃) | 130-150℃ |
| Скорость вентилятора | 0-40% |
| Скорость печати | 20-40 мм/с |
| Кровать с подогревом | Необходимый |
| Рекомендуемые поверхности сборки | Твердый клей ПВП, высокотемпературный клей |
| Особенность | |
| Гибкий | —— |
| Эластичный | —— |
| Ударопрочный | √ |
| Мягкий | —— |
| Композитный | —— |
| Устойчивость к ультрафиолетовому излучению | √ |
| Водостойкий | √ |
| растворимый | —— |
| Термостойкие | √ |
| Химически устойчивый | √ |
| Устойчивость к усталости | √ |
| Нужна сушка | √ |
| Требуется кровать с подогревом | √ |
| Распечатать рекомендую | Сушка при 80 ℃/> 8 часов, постарайтесь увеличить температуру камеры с постоянной температурой и температуру нижней пластины и строго отрегулируйте уровень перед печатью. |
1. Перед печатью нить ePC лучше высушить (70 ℃/>6 часов). Рекомендуется использовать eBOX при печати нити ePC.
2. Качество материала ePEEK-Industrial высокое. Поэтому, пожалуйста, используйте принтер с камерой для печати нити ePEEK-Industrial.
3.eePEEK-Industrial склонен к деформации при печати.Пожалуйста, увеличьте температуру камеры и температуру пластины;выберите нижнюю пластину с высокой плоскостностью и высокой термостойкостью;Перед печатью необходимо выравнивание.
4. В процессе печати может возникнуть неравномерная кристаллизация материала ePEEK-Industrial.Попробуйте повысить температуру камеры и уменьшить скорость охлаждения материала PEEK;при необходимости для последующего отжига требуется печь.Отжиг после печати может улучшить механические характеристики.Поставьте в духовку 150 ℃/1 час → 200 ℃/1 час → 150 ℃/0,5 часа.
-
 MSDS
MSDS -
 TDS
TDS





