







ePLA-LW
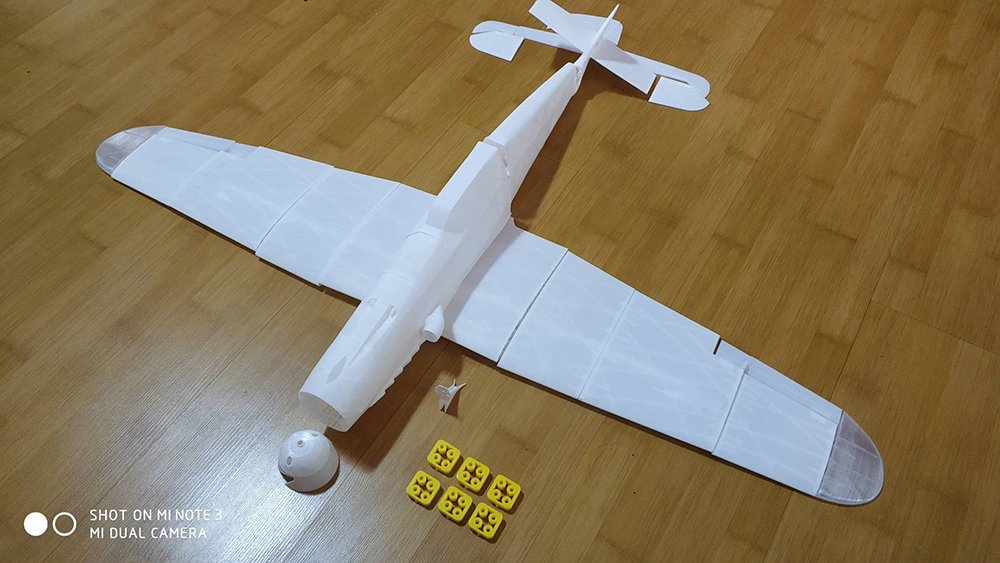
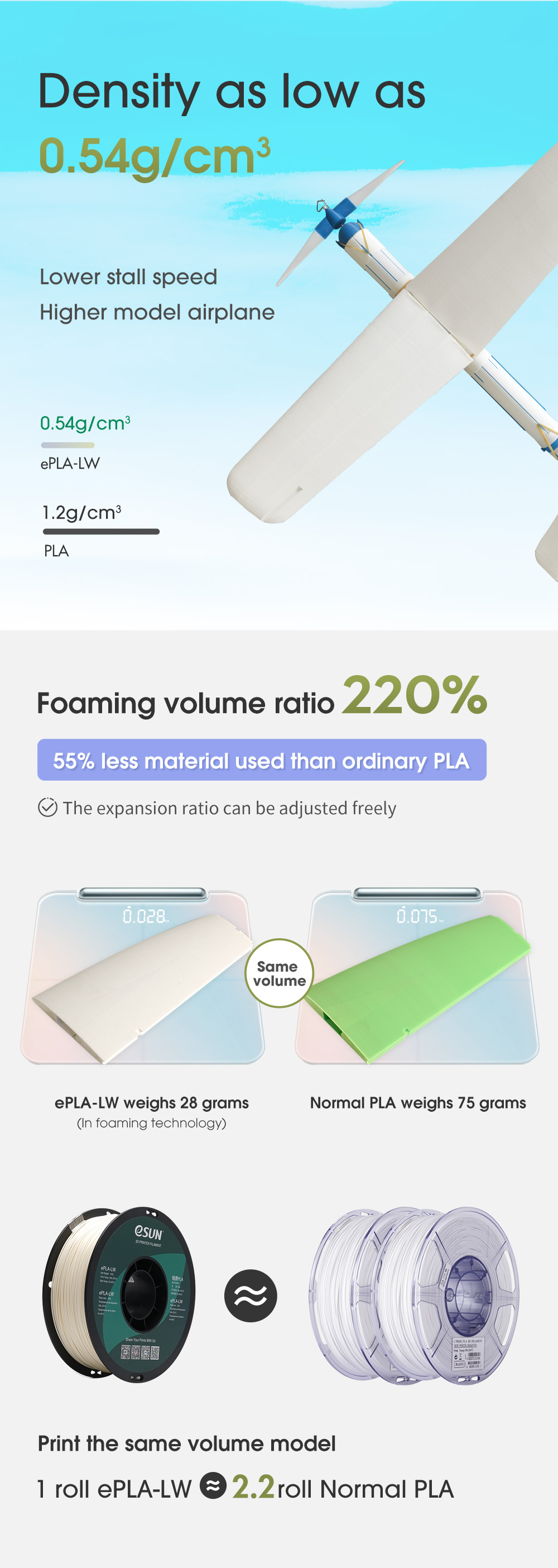
Легкая пла-нитьматериал, специально разработанный для авиамоделирования.Межслойное соединение стабильно, а скорость и прочность вспенивания можно контролировать, регулируя температуру печати.В ePLA-LW используется технология активного вспенивания для получения легких деталей из PLA с низкой плотностью, объемная доля вспенивания составляет 220%, а плотность всего 0,54 г/см3.
- *Описание:
-
Описание
Вспенивание делает многослойный рисунок практически незаметным, а поверхность напечатанного изделия матовой и нежной.В той же модели и на той же скорости легкая нить пла позволяет модели самолета иметь меньшую нагрузку на крыло и более низкую скорость сваливания, что может значительно улучшить характеристики модели самолета.
Преимущества продажи:
Плотность всего 0,54 г/см.3
Объем пенообразования 220%
Свободная регулировка прочности и коэффициента пенообразования.
Отличный эффект матовой поверхности.Хорошая межслойная адгезия
Легко красить
Отличная печатаемостьСоветы

Примечания
1. Обратите внимание, что настройка скорости первого слоя соответствует фактической скорости печати, установлена на 100% от фактической скорости печати, отключите функцию снижения скорости печати первого слоя и небольшой площади, скорость экструзии первого слоя соответствует фактической. скорость экструзии вспенивания, например, 270 градусов, установленная на уровне 45% от скорости экструзии первого слоя;Если прилипание стола слишком сильное, при печати можно установить нижний клапан.
2. Обратите внимание на максимальную рабочую температуру принтера.Большинство принтеров с тефлоновыми трубками не могут работать в течение длительного времени при температуре выше 250°С.℃.Длительная печать при температуре выше этой может вызвать блокировку.Если температура превышает 250℃Для печати необходимы высокотемпературные принтеры, такие как металлические шланги.
3. Пожелтение напечатанных деталей после высокотемпературного вспенивания – нормальное явление.Снижение температуры печати может облегчить эту проблему.
4. Поскольку ePLA-LW вспенивается непрерывно в плавильной полости высокотемпературного сопла, втягивание принципиально не работает.Натягивание ниток во время печати является нормальным явлением.Рекомендуется печатать радиоуправляемую плоскость в режиме вазы, чтобы уменьшить эффект нанизывания.
5. Коэффициент вспенивания зависит от температуры, скорости печати, размера полости плавления сопла. Обратите внимание на сравнение толщины стенок конструкции модели в соответствии с вашей собственной ситуацией печати, отрегулируйте скорость экструзии, температуру, скорость и другие параметры.
Узнать больше оФиламент PLA

- *Видео-обзор продукта
-
- *Применение
- *Печать модели
-





_191.jpg)
Нажмите, чтобы просмотреть более подробные параметры печати
| Таблица свойств нити | |
|---|---|
| НИТЬ ДЛЯ 3D-ПЕЧАТИ | ePLA-LW |
| Плотность (г/см3) | 1.2 |
| Температура тепловых искажений (℃, 0,45 МПа) | 53 |
| Индекс текучести расплава (г/10 мин) | 8,1 (190 ℃/2,16 кг) |
| Предел прочности (МПа) | 32,2 |
| Относительное удлинение при разрыве(%) | 68,9 |
| Прочность на изгиб (МПа) | 41.31 |
| Модуль упругости при изгибе (МПа) | 1701 г. |
| Ударная вязкость по IZOD (кДж/㎡) | 8.58 |
| Долговечность | 4/10 |
| Возможность печати | 9/10 |
| Рекомендуемые параметры печати | |
| Температура экструдера (℃) | 190 – 270℃ |
| Температура кровати (℃) | 45 – 60°С |
| Скорость вентилятора | 100% |
| Скорость печати | 40 – 100 мм/с |
| Кровать с подогревом | Необязательный |
| Рекомендуемые поверхности сборки | Маскировочная бумага, твердый клей ПВП, ПЭИ. |
| Особенность | |
| Гибкий | —— |
| Эластичный | —— |
| Ударопрочный | —— |
| Мягкий | —— |
| Композитный | —— |
| Устойчивость к ультрафиолетовому излучению | —— |
| Водостойкий | —— |
| растворимый | —— |
| Термостойкие | —— |
| Химически устойчивый | —— |
| Устойчивость к усталости | —— |
| Нужна сушка | —— |
| Требуется кровать с подогревом | —— |
| Распечатать рекомендую | Просмотр заметок |
-
 Параметры ePLA-LW HS для
Параметры ePLA-LW HS для
Bambu Lab & Creality -
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 REACH
REACH






