







ePLA-LW
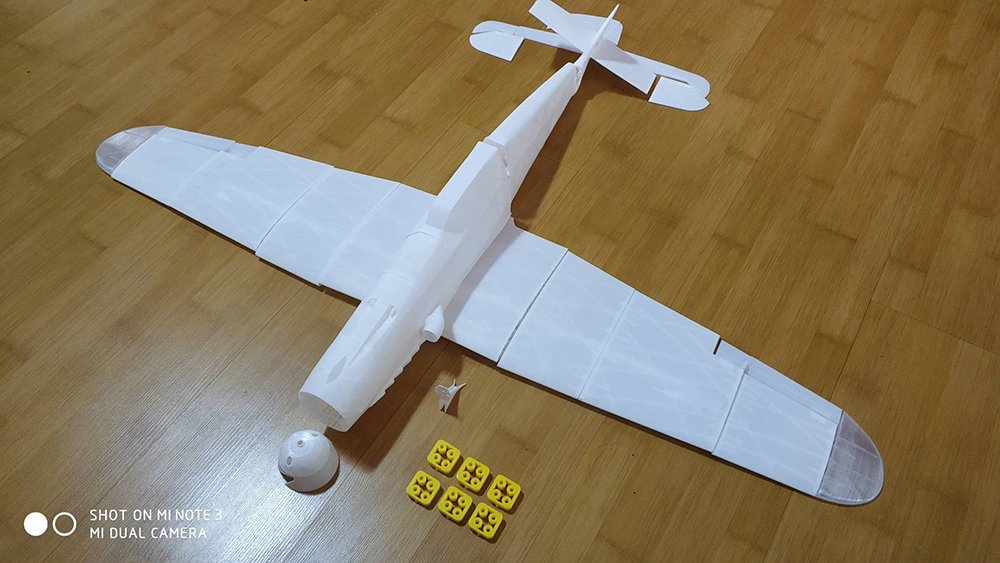
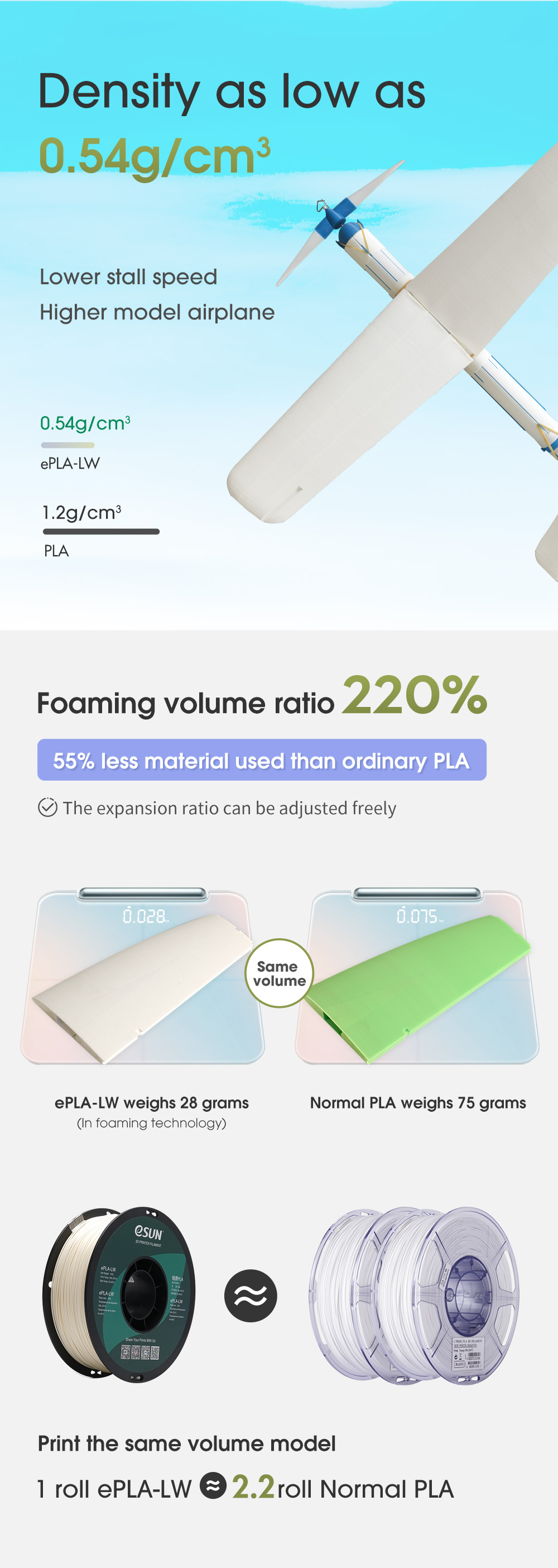
Filamen pla ringanadalah bahan yang dikembangkan khusus untuk aeromodelling.Ikatan interlayer stabil, dan tingkat dan kekuatan berbusa dapat dikontrol dengan menyesuaikan suhu pencetakan.ePLA-LW menggunakan teknologi pembusaan aktif untuk mencapai bagian PLA yang ringan dan berdensitas rendah, rasio volume pembusaan adalah 220%, dan densitasnya serendah 0,54g/cm3.
- * Keterangan:
-
Keterangan
Berbusa membuat pola berlapis hampir tidak terlihat, dan permukaan barang yang dicetak menjadi matte dan halus.Di bawah model yang sama dan pada kecepatan yang sama, filamen pla ringan memungkinkan pesawat model memiliki beban sayap yang lebih ringan dan kecepatan stall yang lebih rendah, yang dapat sangat meningkatkan kinerja pesawat model.
Titik penjualan
Kepadatan serendah 0,54g/cm23
Rasio volume berbusa 220%
Penyesuaian rasio kekuatan dan pembusaan gratis
Efek permukaan matte yang luar biasaAdhesi interlayer yang baik
Mudah untuk melukis
Kemampuan cetak yang sangat baikKiat

Lihat lebih lanjut tentangFilamen PLA

- * Video pengenalan produk
-
- * Aplikasi
- * Model cetak
-





Klik untuk melihat parameter pencetakan yang lebih detail
| Tabel Properti Filamen | |
|---|---|
| FILAMEN PENCETAKAN 3D | ePLA-LW |
| Massa jenis (g/cm3) | 1.2 |
| Suhu Distorsi Panas (℃,0,45MPa) | 53 |
| Indeks Aliran Leleh (g/10 mnt) | 8,1(190℃/2,16kg) |
| Kekuatan Tarik (MPa) | 32.2 |
| Perpanjangan saat Putus (%) | 68.9 |
| Kekuatan Lentur (MPa) | 41.31 |
| Modulus lentur (MPa) | 1701 |
| Kekuatan Dampak IZOD (kJ/㎡) | 8.58 |
| Daya tahan | 4/10 |
| Kemampuan cetak | 9/10 |
| Parameter pencetakan yang disarankan | |
| Suhu Extruder (℃) | 190 – 270℃ |
| Suhu tempat tidur (℃) | 45 – 60°C |
| Kecepatan kipas | 100% |
| Kecepatan Pencetakan | 40 – 100mm/dtk |
| Tempat Tidur Berpemanas | Opsional |
| Permukaan Bangun yang Direkomendasikan | Kertas penutup, lem padat PVP, PEI |
| Fitur | |
| Fleksibel | —— |
| Elastis | —— |
| Tahan Benturan | —— |
| Lembut | —— |
| Gabungan | —— |
| Tahan UV | —— |
| Anti air | —— |
| Dapat larut | —— |
| Tahan panas | —— |
| Tahan Kimia | —— |
| Tahan lelah | —— |
| Butuh pengeringan | —— |
| Diperlukan Tempat Tidur Berpemanas | —— |
| Cetak merekomendasikan | Lihat Catatan |
1. Perhatikan bahwa pengaturan kecepatan lapisan pertama konsisten dengan kecepatan pencetakan yang sebenarnya, atur ke 100% dari kecepatan pencetakan yang sebenarnya, matikan fungsi pengurangan kecepatan pencetakan lapisan pertama dan area kecil, tingkat ekstrusi lapisan pertama konsisten dengan yang sebenarnya tingkat ekstrusi berbusa, seperti 270 derajat diatur ke 45% dari tingkat ekstrusi lapisan pertama;jika perekatan alas terlalu kuat, Anda dapat menyetel katup bawah saat mencetak.
2. Perhatikan suhu pengoperasian maksimum printer.Sebagian besar printer tabung Teflon tidak dapat dioperasikan dalam waktu lama di atas 250 ℃.Pencetakan jangka panjang di atas suhu ini dapat menyebabkan pemblokiran.Jika suhu melebihi 250 ℃, printer suhu tinggi seperti selang logam diperlukan untuk mencetak.
3. Bagian yang dicetak menguning setelah pembusaan suhu tinggi adalah fenomena normal.Menurunkan suhu pencetakan dapat meredakannya.
4. Karena ePLA-LW berbusa terus menerus di rongga leleh nosel suhu tinggi, retraksi pada dasarnya tidak berfungsi.Merangkai normal selama pencetakan.Direkomendasikan untuk mencetak bidang rc dalam mode vas untuk mengurangi efek merangkai.
5. Rasio busa terkait dengan suhu, kecepatan pencetakan, ukuran rongga peleburan nosel, perhatikan untuk membandingkan ketebalan dinding desain model sesuai dengan situasi pencetakan Anda sendiri, sesuaikan laju ekstrusi, suhu, kecepatan, dan parameter lainnya.
-
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 MENCAPAI
MENCAPAI





