







ePLA-LW
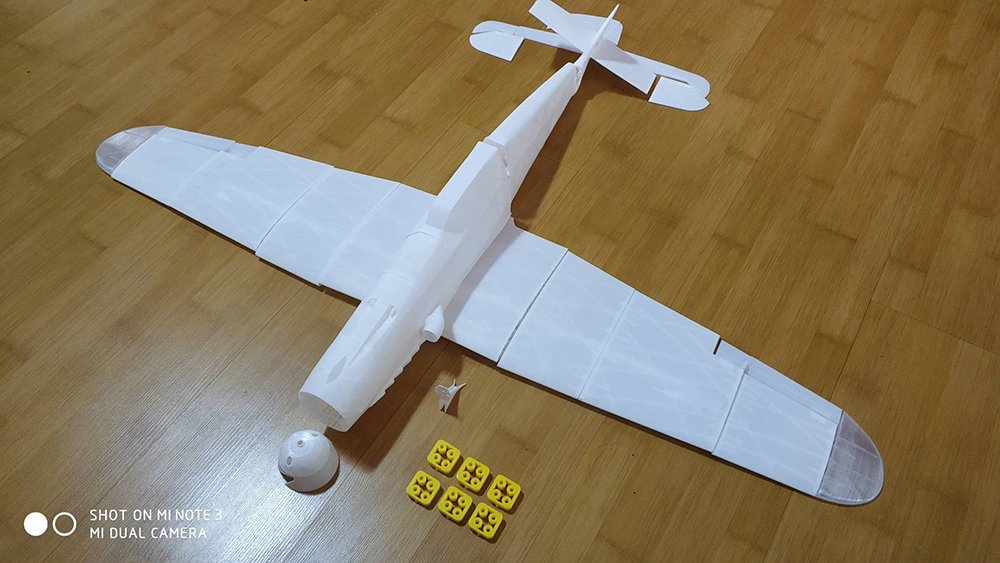
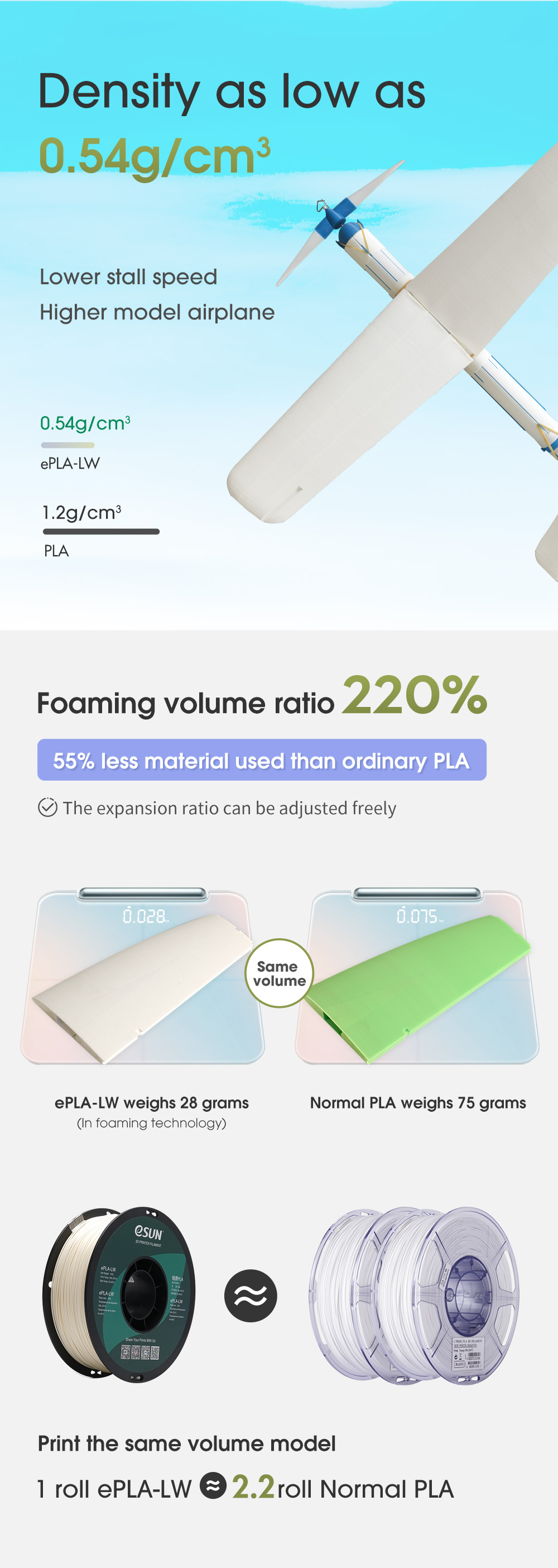
Leichtes PLA-Filamentist ein Material, das speziell für den Flugmodellbau entwickelt wurde.Die Zwischenschichtbindung ist stabil und die Schaumgeschwindigkeit und -festigkeit können durch Anpassen der Drucktemperatur gesteuert werden.ePLA-LW nutzt die aktive Schaumtechnologie, um leichte PLA-Teile mit geringer Dichte zu erhalten. Das Schaumvolumenverhältnis beträgt 220 % und die Dichte beträgt nur 0,54 g/cm3.
- * Beschreibung:
-
Beschreibung
Durch das Schäumen ist das Schichtmuster nahezu unsichtbar und die Oberfläche des Druckgegenstandes ist matt und zart.Unter demselben Modell und bei gleicher Geschwindigkeit ermöglicht das leichte PLA-Filament dem Modellflugzeug eine geringere Flügellast und eine geringere Strömungsabrissgeschwindigkeit, was die Leistung des Modellflugzeugs erheblich verbessern kann.
Verkaufsargument
Dichte nur 0,54 g/cm3
Schaumvolumenverhältnis 220 %
Freie Einstellung von Stärke und Schaumverhältnis
Hervorragender Matt-OberflächeneffektGute Zwischenschichthaftung
Leicht zu bemalen
Hervorragende BedruckbarkeitTipps

Erfahren Sie mehr überPLA-Filament

- * Produkteinführungsvideo
-
- * Anwendung
- * Modell drucken
-





Klicken Sie hier, um detailliertere Druckparameter anzuzeigen
| Tabelle mit Filamenteigenschaften | |
|---|---|
| 3D-DRUCKFILAMENT | ePLA-LW |
| Dichte (g/cm3) | 1.2 |
| Wärmeverformungstemperatur (℃, 0,45 MPa) | 53 |
| Schmelzflussindex (g/10min) | 8,1 (190℃/2,16kg) |
| Zugfestigkeit (MPa) | 32.2 |
| Bruchdehnung (%) | 68,9 |
| Biegefestigkeit (MPa) | 41.31 |
| Biegemodul (MPa) | 1701 |
| IZOD-Schlagzähigkeit (kJ/㎡) | 8.58 |
| Haltbarkeit | 4/10 |
| Druckbarkeit | 9/10 |
| Empfohlene Druckparameter | |
| Extrudertemperatur (℃) | 190 – 270℃ |
| Betttemperatur (℃) | 45 – 60°C |
| Lüftergeschwindigkeit | 100% |
| Druckgeschwindigkeit | 40 – 100 mm/s |
| Beheiztes Bett | Optional |
| Empfohlene Bauoberflächen | Abdeckpapier, PVP-Festkleber, PEI |
| Besonderheit | |
| Flexibel | —— |
| Elastisch | —— |
| Schlagfest | —— |
| Weich | —— |
| Zusammengesetzt | —— |
| UV-beständig | —— |
| Wasserdicht | —— |
| Auflösbar | —— |
| Hitzebeständig | —— |
| Chemisch beständig | —— |
| Ermüdungsbeständig | —— |
| Muss getrocknet werden | —— |
| Beheiztes Bett erforderlich | —— |
| Drucken empfehlen | Notizen anzeigen |
1. Beachten Sie, dass die Geschwindigkeitseinstellung der ersten Schicht mit der tatsächlichen Druckgeschwindigkeit übereinstimmt. Stellen Sie sie auf 100 % der tatsächlichen Druckgeschwindigkeit ein. Schalten Sie die Funktion zur Reduzierung der Druckgeschwindigkeit der ersten Schicht und kleiner Bereiche aus. Die Extrusionsrate der ersten Schicht stimmt mit der tatsächlichen überein Schaumextrusionsrate, beispielsweise 270 Grad, eingestellt auf 45 % der Extrusionsrate der ersten Schicht;Wenn die Betthaftung zu stark ist, können Sie beim Drucken das Bodenventil einstellen.
2. Achten Sie auf die maximale Betriebstemperatur des Druckers.Die meisten Teflon-Röhrendrucker können nicht über einen längeren Zeitraum über 250℃ betrieben werden.Langfristiges Drucken über dieser Temperatur kann zum Blockieren führen.Wenn die Temperatur 250℃ überschreitet, sind zum Drucken Hochtemperaturdrucker wie Metallschläuche erforderlich.
3. Das Vergilben gedruckter Teile nach dem Schäumen bei hohen Temperaturen ist ein normales Phänomen.Eine Senkung der Drucktemperatur kann Abhilfe schaffen.
4. Da das ePLA-LW im Schmelzhohlraum der Hochtemperaturdüse kontinuierlich aufschäumt, funktioniert der Rückzug grundsätzlich nicht.Beim Drucken ist das Stringing normal.Es wird empfohlen, die RC-Ebene im Vasenmodus zu drucken, um den Stringing-Effekt zu reduzieren.
5. Das Schaumverhältnis hängt von der Temperatur, der Druckgeschwindigkeit und der Größe des Düsenschmelzhohlraums ab. Achten Sie darauf, die Wandstärke des Modelldesigns entsprechend Ihrer eigenen Drucksituation zu vergleichen und die Extrusionsrate, Temperatur, Geschwindigkeit und andere Parameter anzupassen.
-
 Sicherheitsdatenblatt
Sicherheitsdatenblatt -
 TDS
TDS -
 ROHS
ROHS -
 ERREICHEN
ERREICHEN





