







ePLA-LW
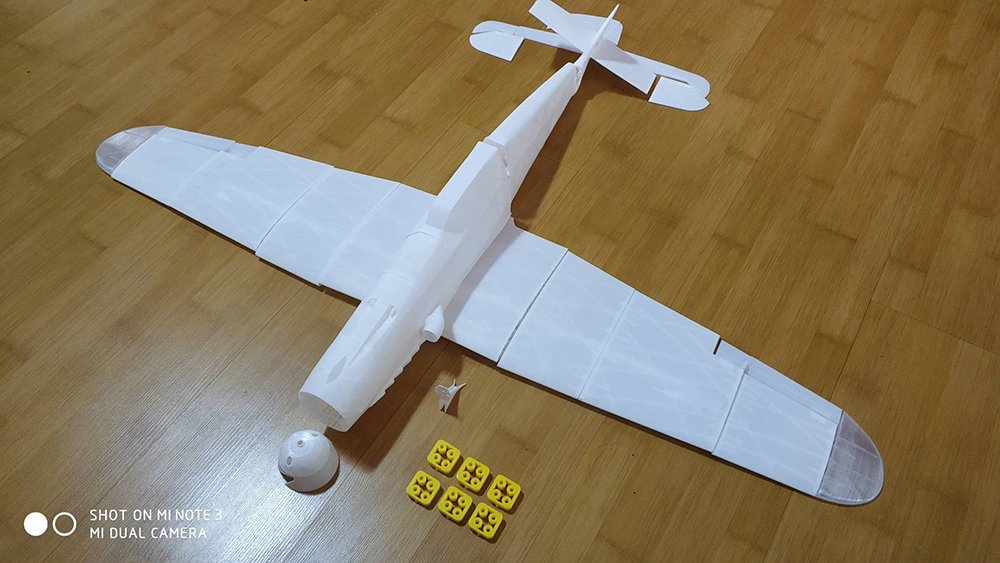
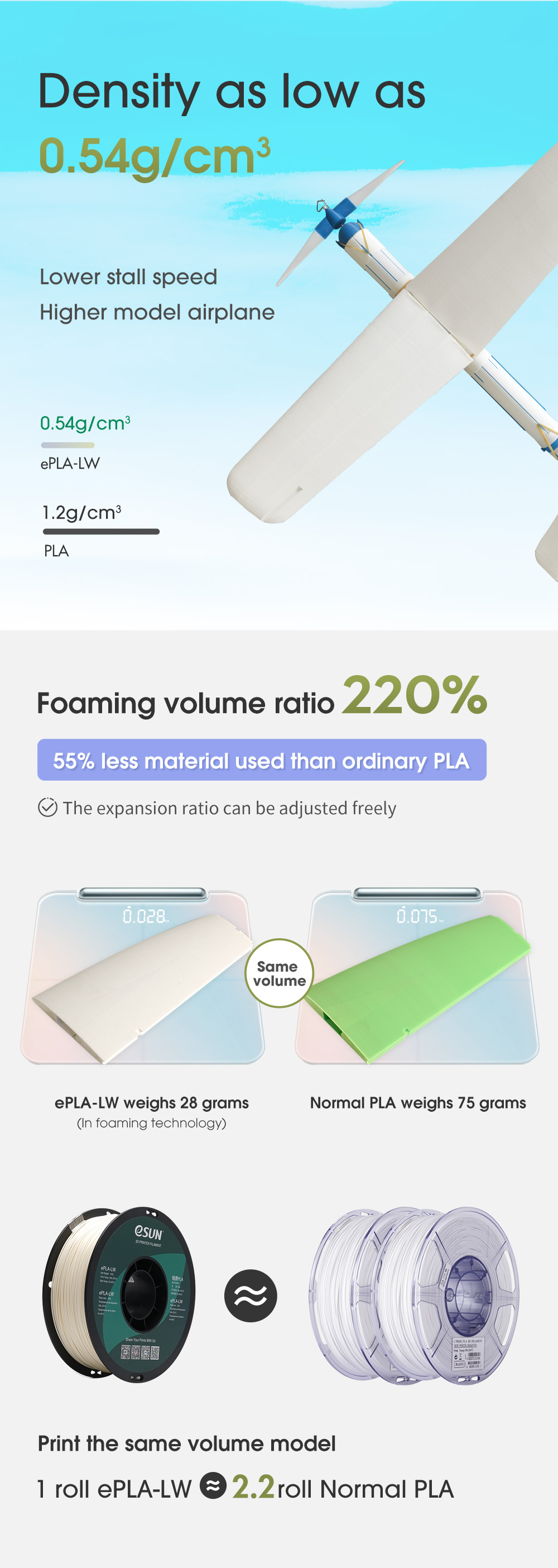
Filamento pla leveé um material especialmente desenvolvido para aeromodelismo.A ligação entre camadas é estável e a taxa e a resistência da formação de espuma podem ser controladas ajustando a temperatura de impressão.ePLA-LW usa tecnologia de espuma ativa para obter peças PLA leves e de baixa densidade, a proporção de volume de espuma é de 220% e a densidade é tão baixa quanto 0,54g/cm3.
- * Descrição:
-
Descrição
A formação de espuma torna o padrão em camadas quase invisível e a superfície do item impresso é fosca e delicada.Sob o mesmo modelo e na mesma velocidade, o filamento pla leve permite que o modelo tenha uma carga de asa mais leve e uma velocidade de estol mais baixa, o que pode melhorar muito o desempenho do modelo.
Ponto de venda
Densidade tão baixa quanto 0,54g/cm3
Proporção de volume de espuma 220%
Ajuste livre de resistência e taxa de formação de espuma
Excelente efeito de superfície mateBoa adesão entre camadas
Fácil de pintar
Excelente capacidade de impressãoPontas

Notas
1. Observe que a configuração de velocidade da primeira camada é consistente com a velocidade de impressão real, definida para 100% da velocidade de impressão real, desligue a função de redução da velocidade de impressão da primeira camada e de pequena área, a taxa de extrusão da primeira camada é consistente com o real taxa de extrusão de formação de espuma, tal como 270 graus ajustado para 45% da taxa de extrusão da primeira camada;se a adesão à base for muito forte, você poderá definir a válvula inferior ao imprimir.
2. Preste atenção à temperatura máxima de operação da impressora.A maioria das impressoras de tubo de Teflon não pode funcionar por muito tempo acima de 250℃.A impressão prolongada acima desta temperatura pode causar bloqueio.Se a temperatura exceder 250℃, impressoras de alta temperatura, como mangueiras de metal, são necessárias para impressão.
3. O amarelecimento das peças impressas após a formação de espuma em alta temperatura é um fenômeno normal.Baixar a temperatura de impressão pode aliviá-la.
4. Como o ePLA-LW forma espuma continuamente na cavidade de fusão do bico de alta temperatura, a retração basicamente não funciona.O encordoamento é normal durante a impressão.Recomenda-se imprimir o plano rc no modo vaso para reduzir o efeito do encordoamento.
5. A taxa de formação de espuma está relacionada à temperatura, velocidade de impressão, tamanho da cavidade de fusão do bico, preste atenção para comparar a espessura da parede do design do modelo de acordo com sua própria situação de impressão, ajuste a taxa de extrusão, temperatura, velocidade e outros parâmetros.
Veja mais sobreFilamento PLA

- * Vídeo de introdução do produto
-
- * Aplicativo
- *Modelo de impressão
-





_191.jpg)
Clique para ver parâmetros de impressão mais detalhados
| Tabela de propriedades do filamento | |
|---|---|
| FILAMENTO DE IMPRESSÃO 3D | ePLA-LW |
| Densidade (g/cm3) | 1.2 |
| Temperatura de distorção de calor (℃,0,45MPa) | 53 |
| Índice de fluxo de fusão (g/10min) | 8,1(190°C/2,16kg) |
| Resistência à tração (MPa) | 32.2 |
| Alongamento na ruptura(%) | 68,9 |
| Resistência à Flexão (MPa) | 41,31 |
| Módulo Flexural (MPa) | 1701 |
| Resistência ao impacto IZOD (kJ/㎡) | 8,58 |
| Durabilidade | 4/10 |
| Imprimibilidade | 9/10 |
| Parâmetros de impressão recomendados | |
| Temperatura da extrusora (℃) | 190 – 270°C |
| Temperatura da cama (℃) | 45 – 60ºC |
| Velocidade do ventilador | 100% |
| Velocidade de impressão | 40 – 100 mm/s |
| Cama Aquecida | Opcional |
| Superfícies de construção recomendadas | Papel de máscara, cola sólida PVP, PEI |
| Recurso | |
| Flexível | —— |
| Elástico | —— |
| Impacto resistente | —— |
| Macio | —— |
| Composto | —— |
| Resistente aos raios ultravioleta | —— |
| Resistente à água | —— |
| Dissolvível | —— |
| Resistente ao calor | —— |
| Quimicamente Resistente | —— |
| Resistente à fadiga | —— |
| Precisa de secagem | —— |
| Cama aquecida necessária | —— |
| Imprimir recomendado | Ver notas |
-
 Parâmetros ePLA-LW HS para
Parâmetros ePLA-LW HS para
Bambu Lab e Criatividade -
 FISPQ
FISPQ -
 TDS
TDS -
 ROHS
ROHS -
 ALCANÇAR
ALCANÇAR






