







ePLA-LW
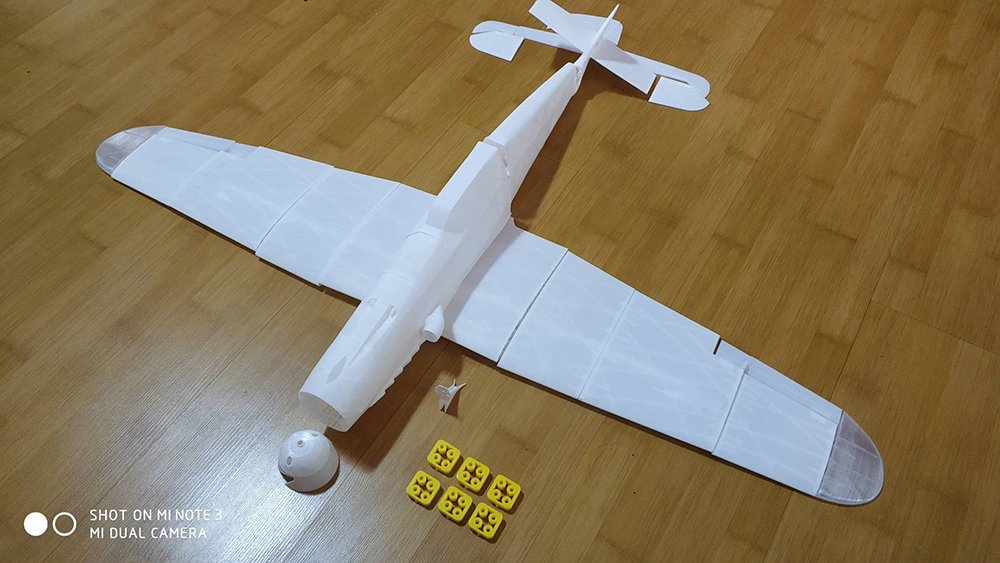
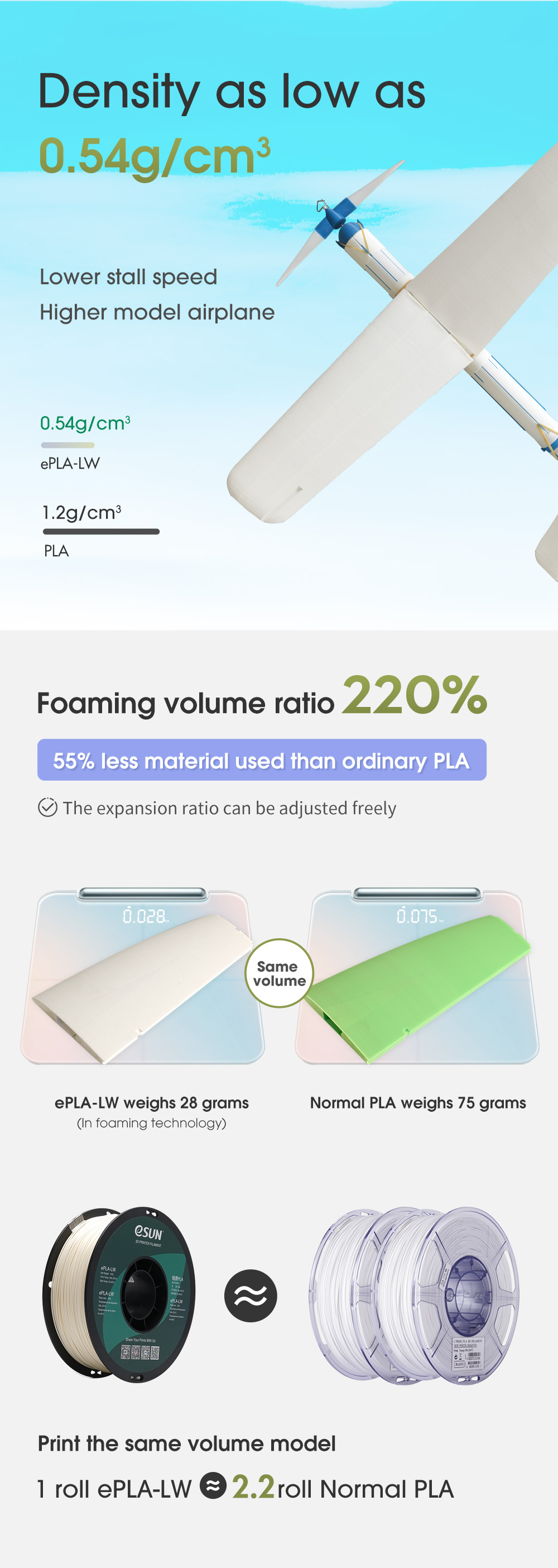
ไส้ปลาน้ำหนักเบาเป็นวัสดุที่พัฒนาขึ้นเป็นพิเศษสำหรับการสร้างแบบจำลองทางอากาศการยึดเกาะระหว่างชั้นมีความเสถียร และสามารถควบคุมอัตราการเกิดฟองและความแข็งแรงได้โดยการปรับอุณหภูมิการพิมพ์ePLA-LW ใช้เทคโนโลยีการเกิดฟองแบบแอคทีฟเพื่อให้ได้ชิ้นส่วน PLA ที่มีน้ำหนักเบาและมีความหนาแน่นต่ำ อัตราส่วนของปริมาณการเกิดฟองคือ 220% และความหนาแน่นต่ำถึง 0.54g/cm3
- * คำอธิบาย:
-
คำอธิบาย
การเกิดฟองทำให้แทบมองไม่เห็นลวดลายเป็นชั้นๆ และพื้นผิวของงานพิมพ์จะด้านและบอบบางภายใต้รุ่นเดียวกันและที่ความเร็วเท่ากัน เส้นใยพลาน้ำหนักเบาช่วยให้เครื่องบินรุ่นดังกล่าวมีน้ำหนักปีกที่เบากว่าและความเร็วของคอกที่ต่ำกว่า ซึ่งสามารถปรับปรุงประสิทธิภาพของเครื่องบินรุ่นดังกล่าวได้อย่างมาก
จุดขาย
ความหนาแน่นต่ำสุด 0.54g/cm3
อัตราการเกิดฟอง 220%
ปรับความแรงและอัตราส่วนฟองฟรี
เอฟเฟกต์พื้นผิวด้านที่ยอดเยี่ยมการยึดเกาะระหว่างชั้นที่ดี
ง่ายต่อการทาสี
ความสามารถในการพิมพ์ที่ยอดเยี่ยมเคล็ดลับ

ดูเพิ่มเติมเกี่ยวกับไส้ปลา

- * วิดีโอแนะนำผลิตภัณฑ์
-
- * แอปพลิเคชัน
- * รุ่นพิมพ์
-





คลิกเพื่อดูพารามิเตอร์การพิมพ์โดยละเอียดเพิ่มเติม
| ตารางคุณสมบัติของเส้นใย | |
|---|---|
| เส้นใยการพิมพ์ 3 มิติ | ePLA-LW |
| ความหนาแน่น(กรัม/ซม3) | 1.2 |
| อุณหภูมิความผิดเพี้ยนของความร้อน (℃,0.45MPa) | 53 |
| ดัชนีการไหลของของเหลว (กรัม/10 นาที) | 8.1(190℃/2.16กก.) |
| ความต้านแรงดึง (MPa) | 32.2 |
| การยืดตัวที่จุดพัก (%) | 68.9 |
| แรงดัด (MPa) | 41.31 น |
| โมดูลัสดัด (MPa) | 1701 |
| IZOD แรงกระแทก (kJ / ㎡) | 8.58 น |
| ความทนทาน | 4/10 |
| พิมพ์ได้ | 9/10 |
| พารามิเตอร์การพิมพ์ที่แนะนำ | |
| อุณหภูมิเครื่องอัดรีด (℃) | 190 – 270 ℃ |
| อุณหภูมิเตียง (℃) | 45 – 60°ซ |
| ความเร็วของพัดลม | 100% |
| ความเร็วในการพิมพ์ | 40 – 100 มม./วินาที |
| เตียงอุ่น | ไม่จำเป็น |
| พื้นผิวการสร้างที่แนะนำ | กระดาษกาว, กาวแข็ง PVP, PEI |
| คุณสมบัติ | |
| ยืดหยุ่นได้ | —— |
| ยืดหยุ่น | —— |
| ทนต่อแรงกระแทก | —— |
| อ่อนนุ่ม | —— |
| คอมโพสิต | —— |
| ทนต่อรังสียูวี | —— |
| กันน้ำ | —— |
| ละลายได้ | —— |
| ทนความร้อน | —— |
| ทนต่อสารเคมี | —— |
| ทนต่อความเมื่อยล้า | —— |
| ต้องการการอบแห้ง | —— |
| ต้องการเตียงอุ่น | —— |
| พิมพ์แนะนำ | ดูหมายเหตุ |
1. โปรดทราบว่าการตั้งค่าความเร็วชั้นแรกนั้นสอดคล้องกับความเร็วในการพิมพ์จริง ตั้งเป็น 100% ของความเร็วในการพิมพ์จริง ปิดชั้นแรกและฟังก์ชั่นลดความเร็วในการพิมพ์พื้นที่ขนาดเล็ก อัตราการอัดขึ้นรูปชั้นแรกจะสอดคล้องกับที่เกิดขึ้นจริง อัตราการอัดขึ้นรูปฟองเช่น 270 องศาตั้งค่าเป็น 45% ของอัตราการอัดขึ้นรูปชั้นแรกหากการยึดเกาะของเตียงแข็งแรงเกินไป คุณสามารถตั้งวาล์วด้านล่างเมื่อพิมพ์ได้
2. ให้ความสนใจกับอุณหภูมิการทำงานสูงสุดของเครื่องพิมพ์เครื่องพิมพ์ท่อเทฟลอนส่วนใหญ่ไม่สามารถใช้งานได้เป็นเวลานานกว่า 250 ℃การพิมพ์ระยะยาวที่อุณหภูมิสูงกว่านี้อาจทำให้เกิดการปิดกั้นหากอุณหภูมิสูงเกิน 250°C จำเป็นต้องใช้เครื่องพิมพ์ที่มีอุณหภูมิสูง เช่น ท่อโลหะสำหรับการพิมพ์
3. สีเหลืองของชิ้นส่วนที่พิมพ์หลังจากเกิดฟองที่อุณหภูมิสูงเป็นปรากฏการณ์ปกติการลดอุณหภูมิการพิมพ์สามารถบรรเทาได้
4. เนื่องจากโฟม ePLA-LW เกิดขึ้นอย่างต่อเนื่องในช่องหลอมเหลวของหัวฉีดที่อุณหภูมิสูง การดึงกลับจึงไม่ทำงานการร้อยเป็นเรื่องปกติระหว่างการพิมพ์ขอแนะนำให้พิมพ์ระนาบ rc ในโหมดแจกันเพื่อลดผลกระทบของการร้อย
5. อัตราการเกิดฟองสัมพันธ์กับอุณหภูมิ ความเร็วในการพิมพ์ ขนาดช่องหลอมละลายของหัวฉีด ให้ความสนใจกับการเปรียบเทียบความหนาของผนังการออกแบบโมเดลตามสถานการณ์การพิมพ์ของคุณเอง ปรับอัตราการอัดรีด อุณหภูมิ ความเร็ว และพารามิเตอร์อื่นๆ
-
 เอกสารความปลอดภัย
เอกสารความปลอดภัย -
 ทส
ทส -
 ROHS
ROHS -
 เข้าถึง
เข้าถึง





