







ePLA-LW
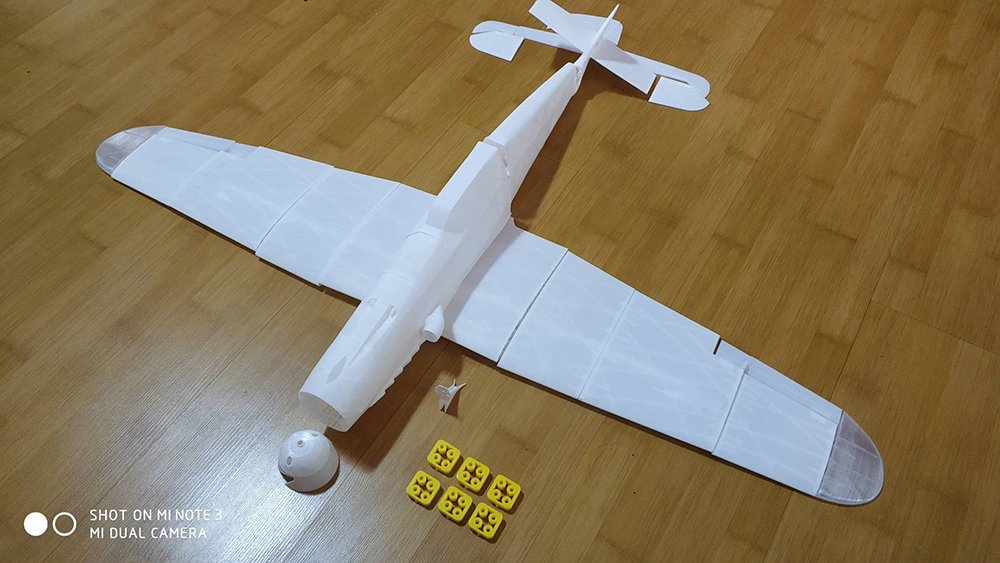
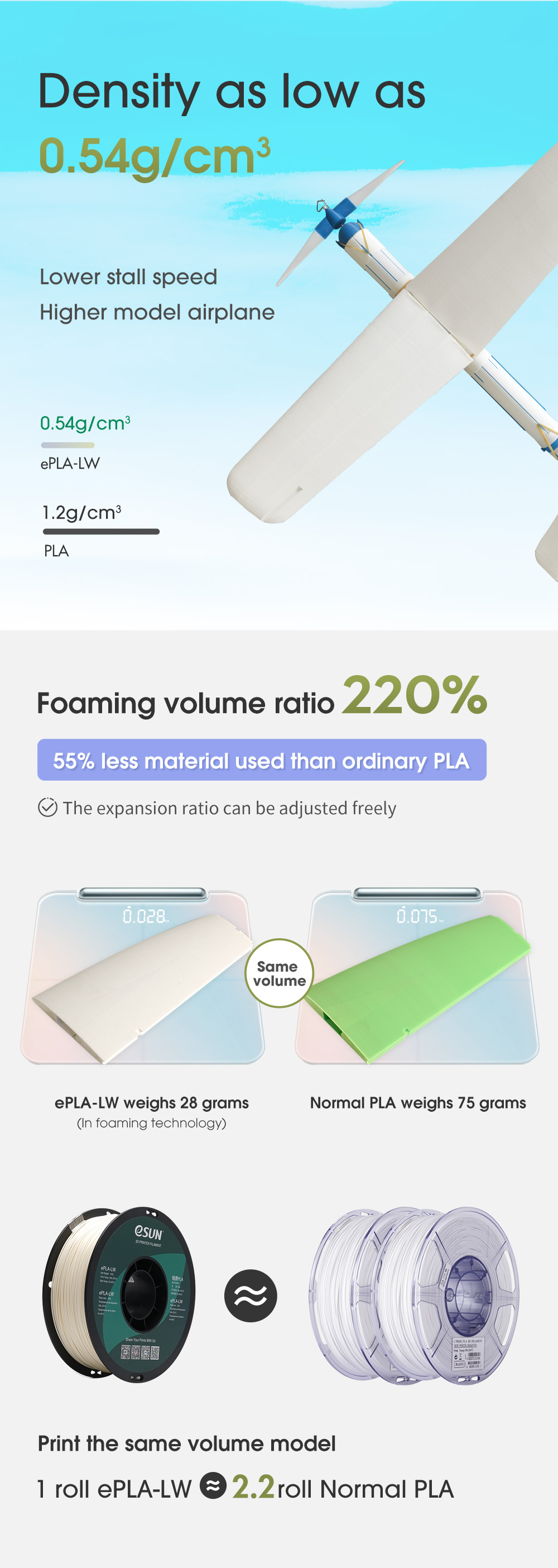
Filament Pla légerest un matériau spécialement développé pour l'aéromodélisme.La liaison intercouche est stable et le taux de moussage et la résistance peuvent être contrôlés en ajustant la température d'impression.ePLA-LW utilise une technologie de moussage actif pour obtenir des pièces PLA légères et de faible densité, le rapport volumique de moussage est de 220 % et la densité est aussi faible que 0,54 g/cm3.
- * Description:
-
Description
La mousse rend le motif en couches presque invisible et la surface de l'article imprimé est mate et délicate.Sous le même modèle et à la même vitesse, le filament pla léger permet au modèle réduit d'avoir une charge alaire plus légère et une vitesse de décrochage plus faible, ce qui peut grandement améliorer les performances du modèle réduit.
Point de vente
Densité aussi faible que 0,54 g/cm3
Rapport volumique moussant 220%
Ajustement libre de la résistance et du taux de mousse
Excellent effet de surface matBonne adhérence intercouche
Facile à peindre
Excellente aptitude à l'impressionConseils

Remarques
1. Notez que le réglage de la vitesse de la première couche est cohérent avec la vitesse d'impression réelle, réglé à 100 % de la vitesse d'impression réelle, désactivez la fonction de réduction de la vitesse d'impression de la première couche et des petites zones, le taux d'extrusion de la première couche est conforme à la vitesse d'impression réelle. taux d'extrusion de mousse, tel que 270 degrés réglé à 45 % du taux d'extrusion de la première couche ;si l'adhérence du lit est trop forte, vous pouvez régler la valve inférieure lors de l'impression.
2. Faites attention à la température de fonctionnement maximale de l'imprimante.La plupart des imprimantes à tubes en téflon ne peuvent pas fonctionner longtemps au-dessus de 250℃.Une impression à long terme au-dessus de cette température peut provoquer un blocage.Si la température dépasse 250℃, des imprimantes à haute température telles que des tuyaux métalliques sont nécessaires pour l'impression.
3. Le jaunissement des pièces imprimées après un moussage à haute température est un phénomène normal.Abaisser la température d’impression peut la soulager.
4. Étant donné que l'ePLA-LW mousse continuellement dans la cavité de fusion de la buse à haute température, la rétraction ne fonctionne pratiquement pas.Le cordage est normal pendant l’impression.Il est recommandé d'imprimer l'avion rc en mode vase pour réduire l'effet de cordage.
5. Le rapport de moussage est lié à la température, à la vitesse d'impression, à la taille de la cavité de fusion de la buse, faites attention à comparer l'épaisseur de paroi de conception du modèle en fonction de votre propre situation d'impression, ajustez le taux d'extrusion, la température, la vitesse et d'autres paramètres.
Voir plus surFilaments PLA

- * Vidéo de présentation du produit
-
- * Application
- * Modèle d'impression
-





_191.jpg)
Cliquez pour afficher les paramètres d'impression plus détaillés
| Tableau des propriétés des filaments | |
|---|---|
| FILAMENT D'IMPRESSION 3D | ePLA-LW |
| Densité (g/cm3) | 1.2 |
| Température de distorsion thermique (℃, 0,45 MPa) | 53 |
| Indice de fluidité de fusion (g/10min) | 8,1 (190 ℃/2,16 kg) |
| Résistance à la traction (MPa) | 32.2 |
| Allongement à la rupture(%) | 68,9 |
| Résistance à la flexion (MPa) | 41.31 |
| Module de flexion (MPa) | 1701 |
| Résistance aux chocs IZOD (kJ/㎡) | 8.58 |
| Durabilité | 4/10 |
| Imprimabilité | 9/10 |
| Paramètres d'impression recommandés | |
| Température de l'extrudeuse (℃) | 190 – 270 ℃ |
| Température du lit (℃) | 45 – 60°C |
| Vitesse du ventilateur | 100% |
| Vitesse d'impression | 40 – 100 mm/s |
| Lit Chauffant | Facultatif |
| Surfaces de construction recommandées | Papier de masquage, colle solide PVP, PEI |
| Fonctionnalité | |
| Flexible | —— |
| Élastique | —— |
| Résistant aux chocs | —— |
| Doux | —— |
| Composite | —— |
| Résistant aux UV | —— |
| Résistant à l'eau | —— |
| Soluble | —— |
| Résistant à la chaleur | —— |
| Chimiquement résistant | —— |
| Résistant à la fatigue | —— |
| Besoin de séchage | —— |
| Lit chauffant requis | —— |
| Imprimer recommander | Afficher les remarques |
-
 Paramètres ePLA-LW HS pour
Paramètres ePLA-LW HS pour
Bambu Lab & Creality -
 FDS
FDS -
 DT
DT -
 ROHS
ROHS -
 ATTEINDRE
ATTEINDRE






