







ePLA-LW
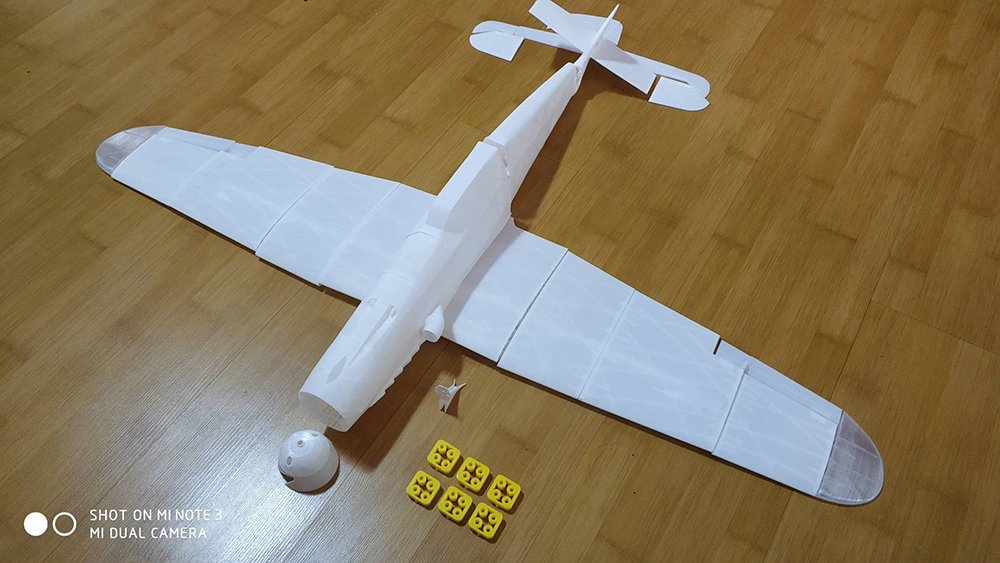
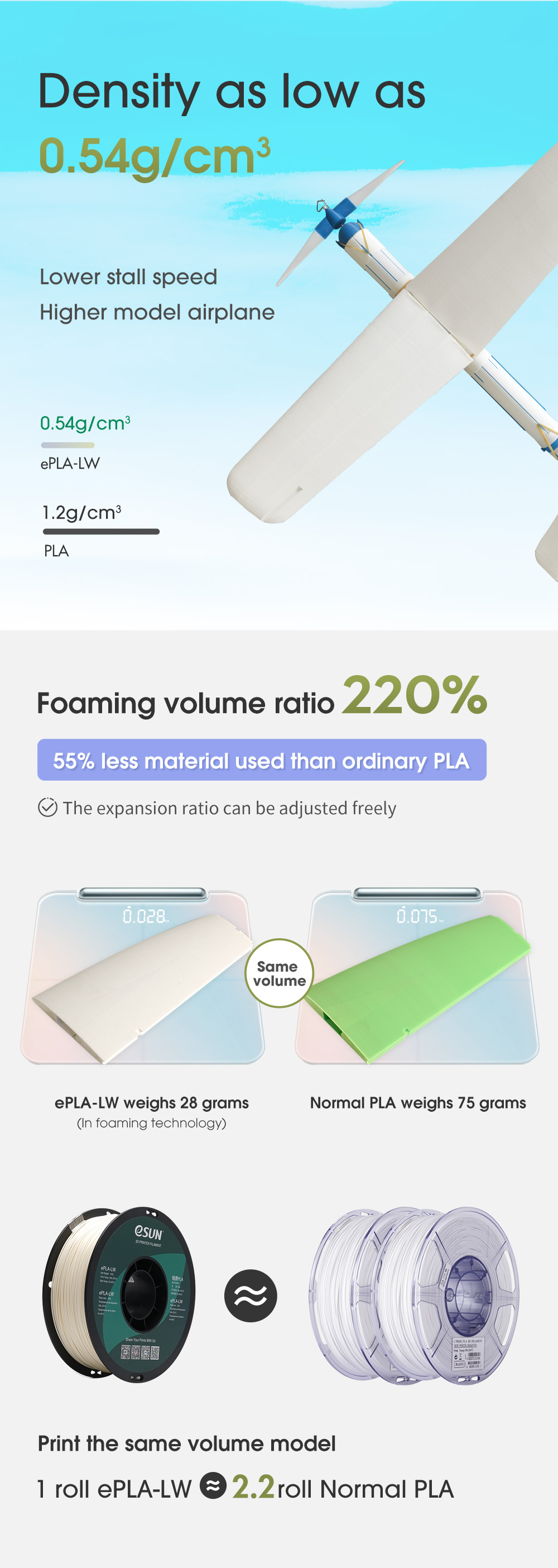
Filamento in pla leggeroè un materiale appositamente sviluppato per l'aeromodellismo.L'unione tra gli strati è stabile e la velocità e la resistenza della schiuma possono essere controllate regolando la temperatura di stampa.ePLA-LW utilizza la tecnologia di schiumatura attiva per ottenere parti in PLA leggere e a bassa densità, il rapporto del volume di schiumatura è del 220% e la densità è di soli 0,54 g/cm3.
- * Descrizione:
-
Descrizione
La schiuma rende il motivo a strati quasi invisibile e la superficie dell'articolo stampato è opaca e delicata.Con lo stesso modello e alla stessa velocità, il filamento in pla leggero consente all'aeromodello di avere un carico alare più leggero e una velocità di stallo inferiore, il che può migliorare notevolmente le prestazioni dell'aeromodello.
Punto vendita
Densità a partire da 0,54 g/cm3
Rapporto volumetrico schiuma 220%
Regolazione libera della forza e del rapporto di schiumatura
Eccellente effetto superficiale opacoBuona adesione tra gli strati
Facile da dipingere
Eccellente stampabilitàSuggerimenti

Visualizza di più suFilamento PLA

- * Video di presentazione del prodotto
-
- * Applicazione
- * Modello di stampa
-





Fare clic per visualizzare parametri di stampa più dettagliati
| Tabella delle proprietà del filamento | |
|---|---|
| FILAMENTO PER STAMPA 3D | ePLA-LW |
| Densità (g/cm3) | 1.2 |
| Temperatura di distorsione termica (℃, 0,45 MPa) | 53 |
| Indice di flusso della fusione (g/10min) | 8.1(190℃/2.16kg) |
| Resistenza alla trazione (MPa) | 32.2 |
| Allungamento a rottura(%) | 68.9 |
| Resistenza alla flessione (MPa) | 41.31 |
| Modulo di flessione (MPa) | 1701 |
| Resistenza all'urto IZOD (kJ/㎡) | 8.58 |
| Durata | 4/10 |
| Stampabilità | 9/10 |
| Parametri di stampa consigliati | |
| Temperatura dell'estrusore (℃) | 190 – 270℃ |
| Temperatura del letto (℃) | 45 – 60°C |
| Velocità della ventola | 100% |
| Velocità di stampa | 40 – 100 mm/sec |
| Letto riscaldato | Opzionale |
| Superfici di costruzione consigliate | Carta per mascheratura, colla solida PVP, PEI |
| Caratteristica | |
| Flessibile | —— |
| Elastico | —— |
| Resistente all'impatto | —— |
| Morbido | —— |
| Composito | —— |
| Resistente ai raggi UV | —— |
| Resistente all'acqua | —— |
| Dissolvibile | —— |
| Resistente al calore | —— |
| Chimicamente resistente | —— |
| Resistente alla fatica | —— |
| Hai bisogno di asciugatura | —— |
| Letto riscaldato richiesto | —— |
| Stampa consigliata | Visualizza Note |
1. Si noti che l'impostazione della velocità del primo strato è coerente con la velocità di stampa effettiva, impostata al 100% della velocità di stampa effettiva, disattivare la funzione di riduzione della velocità di stampa del primo strato e di piccole aree, la velocità di estrusione del primo strato è coerente con l'effettiva velocità di estrusione di schiumatura, come 270 gradi impostata al 45% della velocità di estrusione del primo strato;se l'adesione del letto è troppo forte, è possibile impostare la valvola inferiore durante la stampa.
2. Prestare attenzione alla temperatura massima di esercizio della stampante.La maggior parte delle stampanti per tubi in teflon non può funzionare a lungo sopra i 250 ℃.La stampa a lungo termine al di sopra di questa temperatura può causare il blocco.Se la temperatura supera i 250 ℃, per la stampa sono necessarie stampanti ad alta temperatura come tubi metallici.
3. L'ingiallimento delle parti stampate dopo la formazione di schiuma ad alta temperatura è un fenomeno normale.Abbassare la temperatura di stampa può alleviarla.
4. Poiché l'ePLA-LW forma continuamente schiuma nella cavità di fusione dell'ugello ad alta temperatura, la retrazione sostanzialmente non funziona.L'incordatura è normale durante la stampa.Si consiglia di stampare il piano rc in modalità vaso per ridurre l'effetto della tesatura.
5. Il rapporto di schiumatura è correlato alla temperatura, alla velocità di stampa, alle dimensioni della cavità di fusione dell'ugello, prestare attenzione a confrontare lo spessore della parete del design del modello in base alla propria situazione di stampa, regolare la velocità di estrusione, la temperatura, la velocità e altri parametri.
-
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 PORTATA
PORTATA





