







ePLA-LW
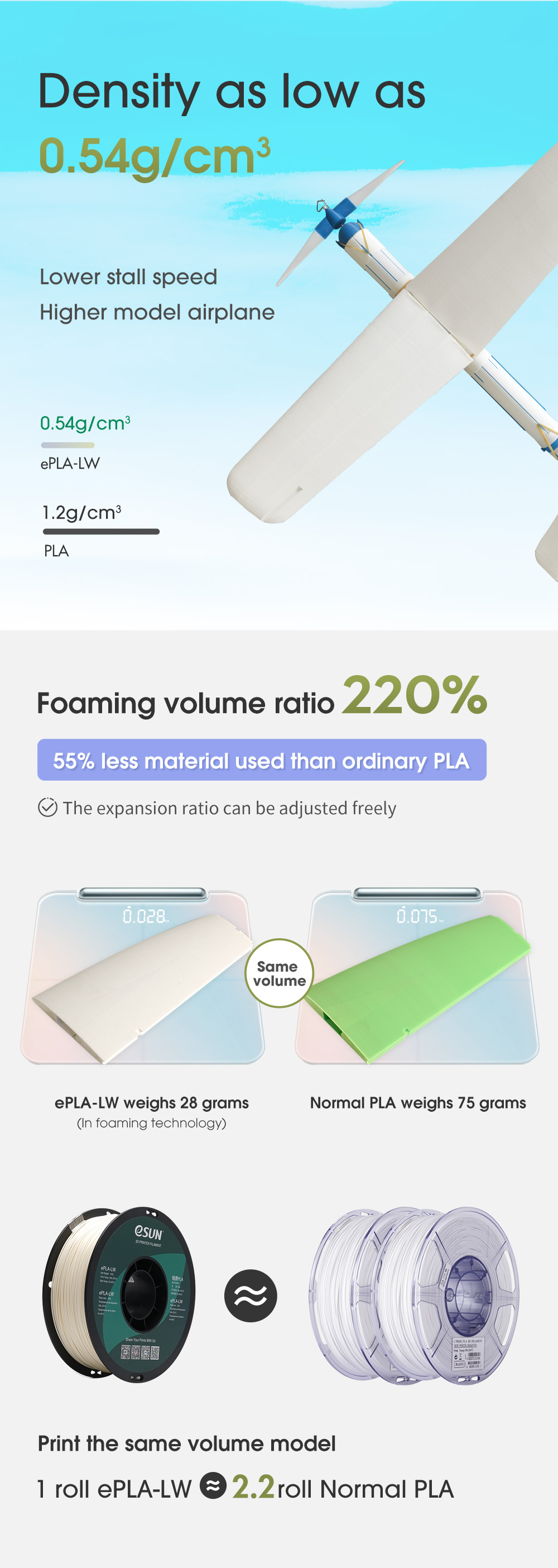
軽量プラフィラメント航空モデリング用に特別に開発された材料です。層間の結合が安定しており、印刷温度を調整することで発泡速度や強度をコントロールできます。ePLA-LW はアクティブ発泡技術を使用して軽量、低密度の PLA 部品を実現し、発泡体積率は 220%、密度は 0.54g/cm3 と低くなります。
- * 説明:
-
説明
発泡させることで層状の模様がほとんど目立たなくなり、マットで繊細な表面に仕上がります。同じモデルおよび同じ速度の下で、軽量 pla フィラメントにより、模型飛行機の翼面荷重が軽くなり、失速速度が低くなり、模型飛行機の性能が大幅に向上します。
セールスポイント
密度はわずか0.54g/cm3
発泡体積率220%
強度や発泡倍率を自由に調整可能
優れたマットな表面効果良好な層間密着性
塗りやすい
優れた印刷適性チップ

詳細を見るPLAフィラメント

- ※商品紹介動画
-
- * 応用
- * プリントモデル
-





| フィラメント特性表 | |
|---|---|
| 3Dプリント用フィラメント | ePLA-LW |
| 密度(g/cm3) | 1.2 |
| 熱変形温度(℃、0.45MPa) | 53 |
| メルトフローインデックス(g/10分) | 8.1(190℃/2.16kg) |
| 引張強さ(MPa) | 32.2 |
| 破断伸び(%) | 68.9 |
| 曲げ強さ(MPa) | 41.31 |
| 曲げ弾性率(MPa) | 1701 |
| IZOD衝撃強さ(kJ/㎡) | 8.58 |
| 耐久性 | 4/10 |
| 印刷適性 | 9/10 |
| 推奨される印刷パラメータ | |
| 押出機温度(℃) | 190~270℃ |
| ベッド温度(℃) | 45~60℃ |
| ファン回転速度 | 100% |
| 印刷速度 | 40~100mm/秒 |
| ヒーテッドベッド | オプション |
| 推奨されるビルド サーフェス | マスキング紙、PVP固形接着剤、PEI |
| 特徴 | |
| フレキシブル | —— |
| 弾性のある | —— |
| 耐衝撃性 | —— |
| 柔らかい | —— |
| 複合 | —— |
| 耐紫外線性 | —— |
| 耐水性 | —— |
| 溶解性 | —— |
| 耐熱性 | —— |
| 耐薬品性 | —— |
| 疲労に強い | —— |
| 乾燥が必要です | —— |
| ヒーター付きベッドが必要です | —— |
| おすすめを印刷する | メモを見る |
1. 第 1 層の速度設定は実際の印刷速度と一致していることに注意してください。実際の印刷速度の 100% に設定し、第 1 層と小領域の印刷速度低下機能をオフにします。第 1 層の押し出し速度は実際の印刷速度と一致しています。発泡押出速度、例えば270度を第1層の押出速度の45%に設定する。ベッドの粘着力が強すぎる場合は、印刷時に下部バルブを設定できます。
2. プリンターの最高使用温度にご注意ください。ほとんどのテフロンチューブプリンターは、250℃を超える温度では長時間稼働できません。この温度を超えて長時間印刷すると、ブロッキングが発生する可能性があります。250℃を超える場合、印刷にはメタルホースなどの高温プリンターが必要となります。
3. 高温発泡後の印刷部品の黄変は通常の現象です。印刷温度を下げると軽減される場合があります。
4. ePLA-LWは高温ノズルの溶融キャビティ内で発泡し続けるため、基本的にリトラクトは働きません。印刷中に糸引きが発生するのは正常です。糸引きの影響を軽減するために、rc プレーンを花瓶モードでプリントすることをお勧めします。
5. 発泡率は温度、印刷速度、ノズル溶融キャビティサイズに関連します。独自の印刷状況に応じてモデル設計の壁厚を比較し、押出速度、温度、速度、その他のパラメーターを調整することに注意してください。
-
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 到着
到着





