







ePLA-LW
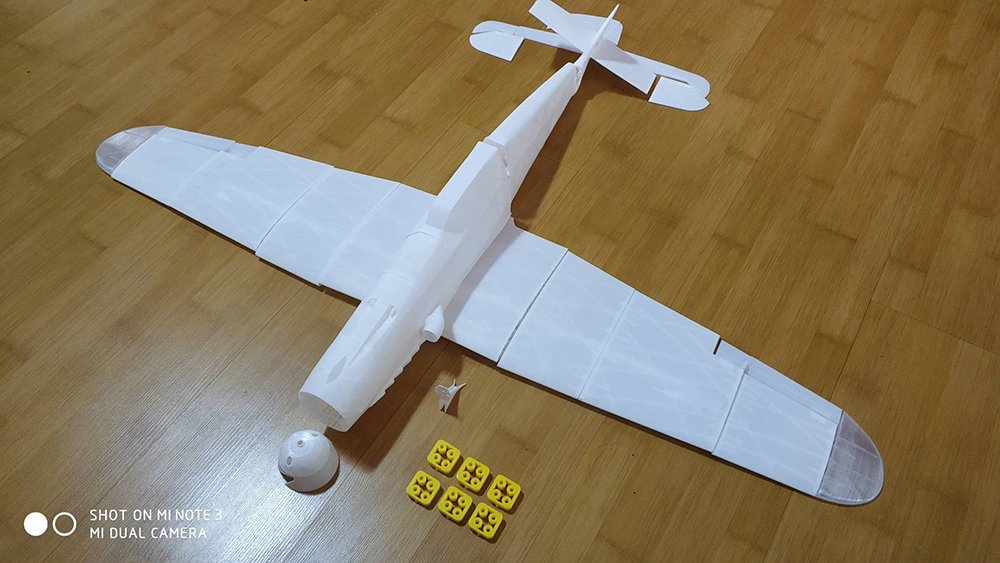
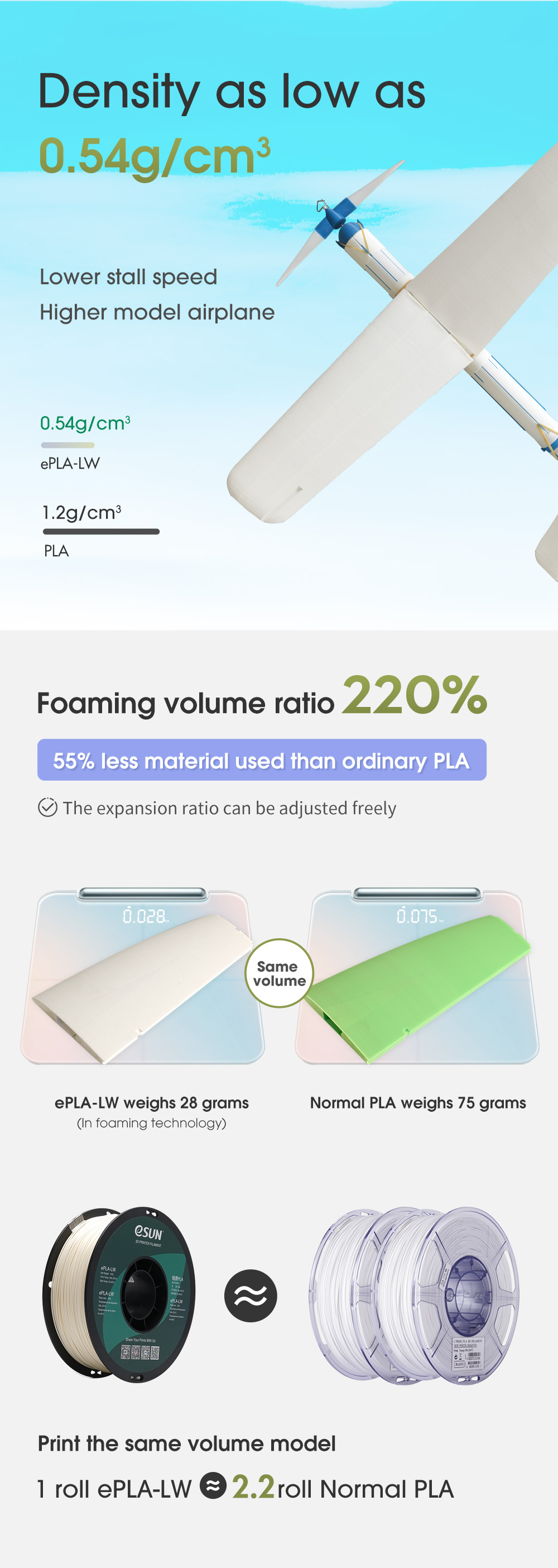
Filamento pla ligeroes un material especialmente desarrollado para aeromodelismo.La unión entre capas es estable y la velocidad y la fuerza de formación de espuma se pueden controlar ajustando la temperatura de impresión.ePLA-LW utiliza tecnología de formación de espuma activa para lograr piezas de PLA ligeras y de baja densidad, la relación de volumen de formación de espuma es del 220 % y la densidad es tan baja como 0,54 g/cm3.
- * Descripción:
-
Descripción
La espuma hace que el patrón en capas sea casi invisible y la superficie del artículo impreso es mate y delicada.Bajo el mismo modelo y a la misma velocidad, el filamento pla ligero permite que el modelo de avión tenga una carga alar más ligera y una menor velocidad de pérdida, lo que puede mejorar en gran medida el rendimiento del modelo de avión.
Punto de venta
Densidad tan baja como 0,54 g/cm3
Relación de volumen de espuma 220%
Libre ajuste de la fuerza y la relación de formación de espuma.
Excelente efecto de superficie mateBuena adherencia entre capas
Fácil de pintar
Excelente imprimibilidadConsejos

Ver más sobreFilamento PLA

- * Vídeo de introducción del producto
-
- * Solicitud
- * Imprimir modelo
-





Haga clic para ver parámetros de impresión más detallados
| Tabla de propiedades del filamento | |
|---|---|
| FILAMENTO DE IMPRESIÓN 3D | ePLA-LW |
| Densidad (g/cm3) | 1.2 |
| Temperatura de distorsión de calor (℃, 0.45MPa) | 53 |
| Índice de flujo de fusión (g/10min) | 8,1 (190 ℃/2,16 kg) |
| Resistencia a la tracción (MPa) | 32.2 |
| Alargamiento a la rotura (%) | 68,9 |
| Resistencia a la flexión (MPa) | 41.31 |
| Módulo de flexión (MPa) | 1701 |
| Fuerza de impacto IZOD (kJ/㎡) | 8.58 |
| Durabilidad | 4/10 |
| Imprimibilidad | 9/10 |
| Parámetros de impresión recomendados | |
| Temperatura del extrusor (℃) | 190 – 270 ℃ |
| Temperatura de la cama (℃) | 45 – 60°C |
| Velocidad del ventilador | 100% |
| Velocidad de impresión | 40 – 100 mm/s |
| Cama caliente | Opcional |
| Superficies de construcción recomendadas | Papel de enmascarar, cola sólida PVP, PEI |
| Característica | |
| Flexible | —— |
| Elástico | —— |
| Resistente a impactos | —— |
| Suave | —— |
| Compuesto | —— |
| resistente a los rayos ultravioleta | —— |
| Resistente al agua | —— |
| Disoluble | —— |
| Resistente al calor | —— |
| Resistente químicamente | —— |
| Resistente a la fatiga | —— |
| Necesita secado | —— |
| Se requiere cama caliente | —— |
| Imprimir recomendar | Ver notas |
1. Tenga en cuenta que la configuración de velocidad de la primera capa es consistente con la velocidad de impresión real, configurada al 100% de la velocidad de impresión real, apague la primera capa y la función de reducción de velocidad de impresión de área pequeña, la tasa de extrusión de la primera capa es consistente con el real tasa de extrusión de espuma, tal como 270 grados ajustada al 45% de la tasa de extrusión de la primera capa;si la adhesión de la cama es demasiado fuerte, puede configurar la válvula inferior al imprimir.
2. Preste atención a la temperatura máxima de funcionamiento de la impresora.La mayoría de las impresoras de tubos de teflón no pueden funcionar durante mucho tiempo por encima de los 250 ℃.La impresión a largo plazo por encima de esta temperatura puede causar bloqueos.Si la temperatura supera los 250 ℃, se requieren impresoras de alta temperatura, como mangueras de metal, para imprimir.
3. El amarillamiento de las piezas impresas después de la formación de espuma a alta temperatura es un fenómeno normal.Bajar la temperatura de impresión puede aliviarlo.
4. Dado que el ePLA-LW forma espuma continuamente en la cavidad de fusión de la boquilla de alta temperatura, la retracción básicamente no funciona.La formación de hilos es normal durante la impresión.Se recomienda imprimir el plano rc en modo jarrón para reducir el efecto de encordado.
5. La proporción de espuma está relacionada con la temperatura, la velocidad de impresión, el tamaño de la cavidad de fusión de la boquilla, preste atención para comparar el grosor de la pared del diseño del modelo de acuerdo con su propia situación de impresión, ajuste la tasa de extrusión, la temperatura, la velocidad y otros parámetros.
-
 MSDS
MSDS -
 TDS
TDS -
 ROHS
ROHS -
 ALCANZAR
ALCANZAR





