







eRésine-Flex
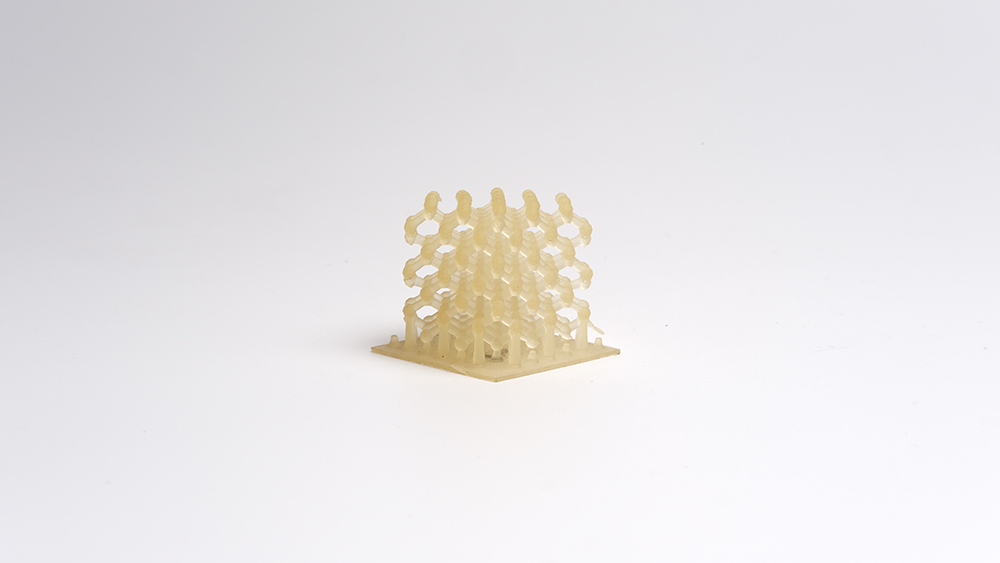
Fort allongement à la rupture, bonne élasticité, résistance à la déchirure, à la traction, à la flexion et à la compression, rebond rapide, une certaine résistance à l'usure.Taux de réussite de libération relativement élevé, facile à imprimer. Les pièces sont souples et élastiques, résistantes à la flexion. Peut être utilisé sur des modèles de produits qui nécessitent de la douceur.
- * Description:
-
Description
Fort allongement à la rupture, bonne élasticité, résistance à la déchirure, à la traction, à la flexion et à la compression, rebond rapide, une certaine résistance à l'usure.Taux de réussite de libération relativement élevé, facile à imprimer. Les pièces sont souples et élastiques, résistantes à la flexion. Peut être utilisé sur des modèles de produits qui nécessitent de la douceur.
Point de vente
Bonne élasticité
Résistance au déchirement
Résistant à la flexion
Haute ténacité
- * Application
- * Modèle d'impression
-



| Tableau des propriétés de la RÉSINE PHOTOPOLYMÈRE POUR IMPRESSION 3D | |
|---|---|
| RÉSINE PHOTOPOLYMÈRE POUR IMPRESSION 3D | eRésine-Flex |
| Viscosité(mPa·s) | 600-1400 |
| Densité (g/cm3) | 1.02-1.05 |
| Résistance à la traction (MPa) | 4-10 |
| Allongement à la rupture(%) | 100-350 |
| Résistance à la flexion (MPa) | / |
| Résistance aux chocs (J/m) | / |
| Résistance à la déchirure (GPa) | 8-30 |
| Température de distorsion thermique (℃) | / |
| Dureté (Shore D) | 60-90A |
| Notes (sur 10) | |
| Forces) | 2 |
| Robustesse (F) | dix |
| Formage (P) | 4 |
| Précision (S) | 6 |
| Vitesse (A) | 4 |
| Paramètres d'impression recommandés | |||
| Paramètres | Type de machine | ||
| Faible intensité lumineuse | Intensité lumineuse moyenne | Intensité lumineuse élevée (écran LCD monochrome) | |
| Machine représentative | Photon AnyCubic | eSUN LCD 3.0 Nova Bene 4 Créalité LD-002R | Anycubique MONO X ELEGOO Saturne Phrozen Sonic Mini |
| Temps d'exposition/s | 8-10 | 5-6 | Non recommandé |
| Nombre de couches inférieures | 3-5 | ||
| Temps d'exposition inférieur | 40-70 | 30-40 | Non recommandé |
| Distance de levage/mm | Écran de 5,5 et 6 pouces : 5-6 ou supérieur ;Écran de 8,9 et 13,3 pouces : 8-12 ou supérieur | ||
| Vitesse de levage/mm·min-1 | 50 | 50 | Non recommandé |
| Vitesse de rétraction/mm·min-1 | 100 | ||
1. Bien agiter avant d'imprimer
2. Réglage des tranches :
Support plus fort : évitez de rompre avec le corps principal
Support plus dense : éviter la luxation par déformation.
3. Impression des données
Distance de levage plus élevée : film complet réel
Distance de levage : ≥6 mm
Ralentissement Vitesse de levage : éviter de casser
Vitesse de levage : ≤60 mm/min
Temps de nivellement de contrôle : nivellement complet
Délai d'extinction de la lumière≥6s
4.Post durcissement
Contrôlez correctement le temps de post-durcissement, plus le temps d'exposition est long, plus la dureté du matériau de durcissement est élevée, plus la flexibilité est mauvaise et plus le jaunissement est important.
Pour garantir une bonne flexibilité du matériau et éviter les problèmes de durcissement causés par le post-durcissement, il est recommandé de nettoyer les pièces imprimées après l'impression au lieu du post-durcissement.
L'état collant de la surface des mains sera progressivement amélioré dans des conditions de faible luminosité intérieure.Évitez l’exposition à une forte lumière pour un stockage ultérieur
-
 ATTEINDRE
ATTEINDRE -
 ROHS
ROHS -
 DT
DT




