






Biến dạng in
Nhiệt độ vật liệu quá cao, mô hình không thể được làm lạnh nhanh chóng và tạo hình và nóng chảy, biến dạng in chủ yếu liên quan đến quạt làm mát và thổi vật liệu.
Chất liệu: Các vật liệu khác nhau có mức độ làm mát khác nhau, góc nghiêng tối đa và thời gian làm mát tối thiểu có thể in được cũng khác nhau.
Tản nhiệt: đối với PLA, PETG và các vật liệu khác có độ co thấp nhưng kém dễ làm mát, tốc độ quạt thổi càng cao thì càng tốt, nhưng hãy cẩn thận không thổi vào vòi phun, nếu không sẽ dẫn đến nhiệt độ vòi phun không đủ để cắm đầu
Cắt lát: cắt lát có thể mở một vùng nhỏ để giảm tốc độ (thời gian in một lớp dưới bao nhiêu giây để giảm tốc độ xuống bao nhiêu) và một vùng nhỏ để tăng khả năng làm mát (thời gian in một lớp dưới bao nhiêu giây để tăng tốc độ tỷ lệ quạt thổi bao nhiêu), giảm độ dày của lớp in, hoặc in một lần nhiều mẫu để tối ưu hóa việc làm mát vật liệu để tạo khuôn tốt hơn
Nhiệt độ: nhiệt độ càng cao thì vật liệu càng khó làm mát, có thể giảm nhiệt độ in để dễ dàng
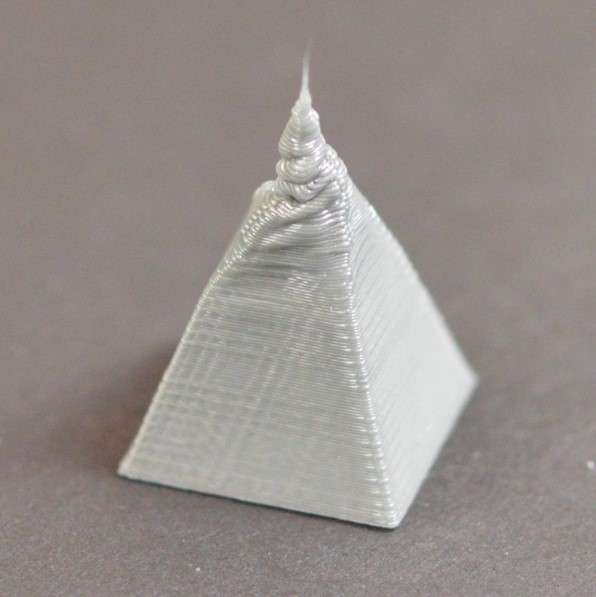 |  |
| Biến dạng xếp chồng bề mặt nhỏ | Biến dạng góc nhô ra cao |
Thời gian đăng: Sep-05-2021