






Druckverzerrung
Die Materialtemperatur ist zu hoch, das Modell kann nicht schnell abgekühlt und geformt und geschmolzen werden, die Druckverformung hängt hauptsächlich mit der Materialkühlung und dem Blasgebläse zusammen.
Material: Verschiedene Materialien haben unterschiedliche Abkühlungsgrade und der maximale Neigungswinkel und die minimale Abkühlzeit, die gedruckt werden können, sind unterschiedlich.
Wärmeableitung: Für PLA, PETG und andere Materialien mit geringer Schrumpfung, die sich aber weniger leicht abkühlen lassen, gilt: Je höher die Geschwindigkeit des Blasgebläses, desto besser. Achten Sie jedoch darauf, nicht auf die Düse zu blasen, da sonst die Düsentemperatur nicht ausreicht um den Kopf zu verstopfen
Schneiden: Durch Schneiden kann ein kleiner Bereich geöffnet werden, um die Geschwindigkeit zu verringern (Einschicht-Druckzeit unter wie viele Sekunden, um die Geschwindigkeit zu reduzieren) und ein kleiner Bereich, um die Kühlung zu erhöhen (Einschicht-Druckzeit unter wie viele Sekunden, um zu erhöhen). Verhältnis des Blasgebläses zu wie viel), reduzieren Sie die Dicke der gedruckten Schicht oder drucken Sie mehrere Modelle in einem einzigen Druck, um die Materialkühlung für eine bessere Formung zu optimieren
Temperatur: Je höher die Temperatur, desto schwieriger ist es, das Material abzukühlen, wodurch die Drucktemperatur gesenkt werden kann
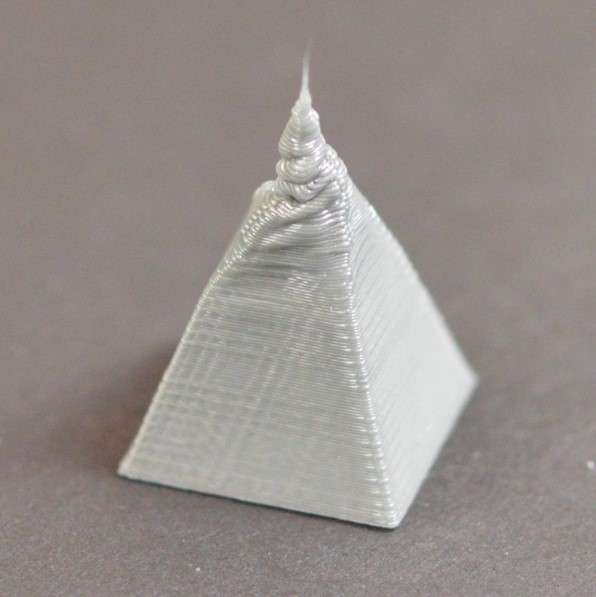 |  |
| Kleine Verformung der Oberflächenstapelung | Hohe Verformung des Überhangwinkels |
Zeitpunkt der Veröffentlichung: 05.09.2021