






Distorsion d'impression
La température du matériau est trop élevée, le modèle ne peut pas être rapidement refroidi, façonné et fondu, la déformation d'impression est principalement liée au refroidissement du matériau et au ventilateur de soufflage.
Matériau : différents matériaux ont différents degrés de refroidissement, et l'angle d'inclinaison maximum et le temps de refroidissement minimum pouvant être imprimés sont différents.
Dissipation thermique : pour le PLA, le PETG et d'autres matériaux à faible retrait mais moins faciles à refroidir, plus la vitesse du ventilateur de soufflage est élevée, mieux c'est, mais veillez à ne pas souffler sur la buse, sinon cela entraînerait une température insuffisante de la buse. se boucher la tête
Tranchage : le tranchage peut ouvrir une petite zone pour réduire la vitesse (temps d'impression monocouche inférieur au nombre de secondes pour réduire la vitesse à combien) et une petite zone pour augmenter le refroidissement (temps d'impression monocouche inférieur au nombre de secondes pour augmenter la rapport du ventilateur de soufflage à la quantité), réduisez l'épaisseur de la couche imprimée ou imprimez plusieurs modèles en une seule fois pour optimiser le refroidissement du matériau pour un meilleur moulage.
Température : plus la température est élevée, plus il est difficile de refroidir le matériau, ce qui peut réduire la température d'impression pour faciliter
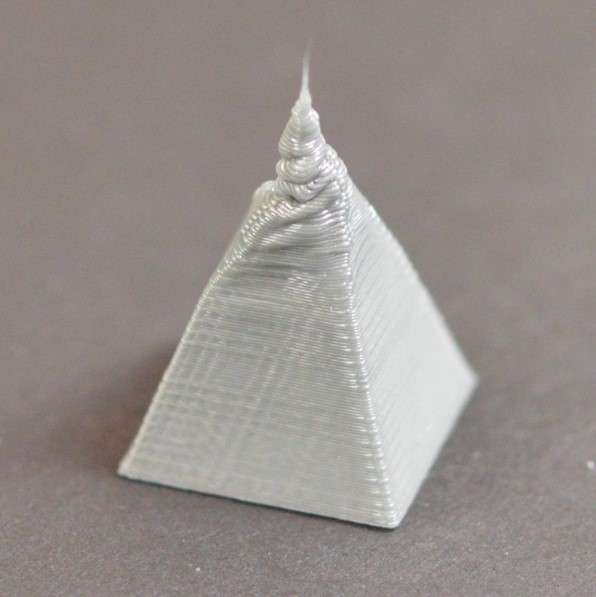 |  |
| Déformation d'empilement de petite surface | Déformation d'angle de porte-à-faux élevée |
Heure de publication : 05 septembre 2021