






印刷の歪み
材料の温度が高すぎると、モデルを急速に冷却して成形したり溶かしたりすることができません。印刷の変形は主に材料の冷却と送風ファンに関連しています。
材料: 材料が異なると冷却の度合いが異なり、印刷可能な最大傾斜角度と最小冷却時間も異なります。
放熱: PLA、PETG、その他の収縮率が低いが冷却されにくい素材の場合、送風ファンの速度が高いほど良いですが、ノズルに風を当てないように注意してください。そうしないと、ノズルの温度が不十分になります。頭を塞ぐ
スライス: スライスでは、小さな領域を開いて速度を低下させたり (単層の印刷時間を何秒未満にすると速度がどのくらい低下します)、また小さな領域が開いて冷却が増加します (単層の印刷時間が何秒未満になると速度が低下します)。送風ファンとの比率)、印刷層の厚さを減らすか、複数のモデルを 1 回の印刷で材料の冷却を最適化して成形を改善します。
温度: 温度が高いほど材料を冷却するのが難しくなるため、印刷温度を下げて印刷を容易にすることができます。
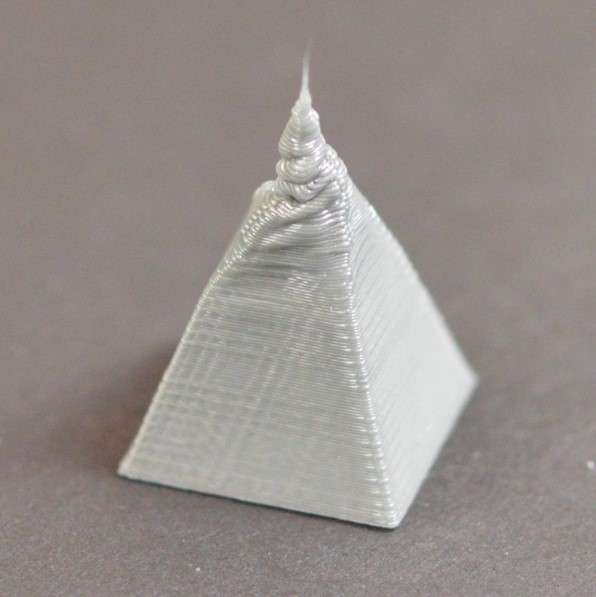 |  |
| 表面積層変形が小さい | 高いオーバーハング角変形 |
投稿時間: 2021 年 9 月 5 日