






Yazdırma bozulması
Malzeme sıcaklığı çok yüksek, model hızlı bir şekilde soğutulamıyor, şekillendirilemiyor ve eritilemiyor, baskı deformasyonu esas olarak malzeme soğutma ve üfleme fanıyla ilgilidir.
Malzeme: Farklı malzemelerin farklı soğuma dereceleri vardır ve yazdırılabilecek maksimum eğim açısı ve minimum soğuma süresi farklıdır.
Isı dağılımı: PLA, PETG ve büzülme oranı düşük ancak soğuması daha az kolay olan diğer malzemeler için, üfleme fanının hızı ne kadar yüksek olursa o kadar iyidir, ancak nozüle üflememeye dikkat edin, aksi takdirde nozül sıcaklığının yeterli olmamasına neden olur kafayı takmak
Dilimleme: Dilimleme, hızı düşürmek için küçük bir alan açabilir (tek katmanlı baskı süresini kaç saniyenin altına düşürürseniz hızı ne kadara düşürür) ve soğutmayı artırmak için küçük bir alan açabilir (tek katmanlı baskı süresini kaç saniyenin altına düşürerek hızı artırabilirsiniz) üfleme fanının oranı ne kadar), basılı katmanın kalınlığını azaltın veya daha iyi kalıplama için malzeme soğutmasını optimize etmek üzere tek bir birden fazla model yazdırın
Sıcaklık: Sıcaklık ne kadar yüksek olursa, malzemenin soğutulması o kadar zor olur, bu da baskı sıcaklığını kolaylaştırabilir
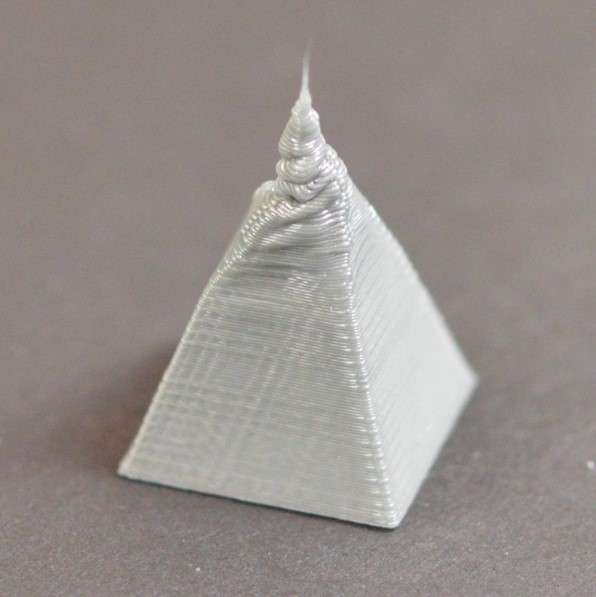 |  |
| Küçük yüzey istifleme deformasyonu | Yüksek çıkma açısı deformasyonu |
Gönderim zamanı: Eylül-05-2021