






Distorsione della stampa
La temperatura del materiale è troppo alta, il modello non può essere raffreddato, modellato e fuso rapidamente, la deformazione della stampa è principalmente correlata alla ventola di raffreddamento e soffiaggio del materiale.
Materiale: materiali diversi hanno gradi di raffreddamento diversi e l'angolo di inclinazione massimo e il tempo di raffreddamento minimo che possono essere stampati sono diversi.
Dissipazione del calore: per PLA, PETG e altri materiali con ritiro basso ma meno facili da raffreddare, maggiore è la velocità della ventola di soffiaggio, meglio è, ma fai attenzione a non soffiare sull'ugello, altrimenti la temperatura dell'ugello non sarà sufficiente per tappare la testa
Affettatura: l'affettatura può aprire una piccola area per ridurre la velocità (tempo di stampa a strato singolo inferiore a quanti secondi per ridurre la velocità a quanto) e una piccola area per aumentare il raffreddamento (tempo di stampa a strato singolo inferiore a quanti secondi per aumentare la velocità rapporto tra la ventola di soffiaggio e la quantità), ridurre lo spessore dello strato stampato o una singola stampa di più modelli per ottimizzare il raffreddamento del materiale per un migliore stampaggio
Temperatura: maggiore è la temperatura, più difficile è raffreddare il materiale, il che può ridurre la temperatura di stampa per facilitare
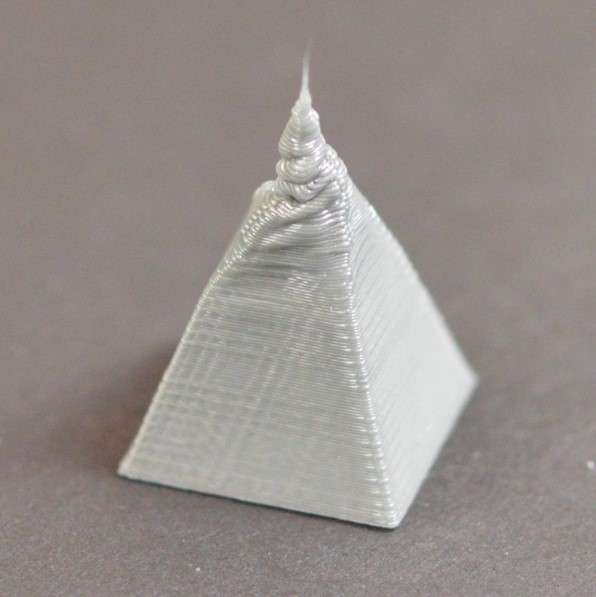 |  |
| Piccola deformazione di impilamento della superficie | Elevata deformazione dell'angolo di sporgenza |
Orario di pubblicazione: 05-settembre-2021