






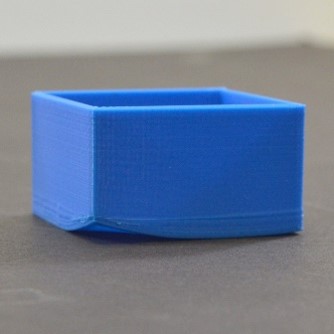
Urdidura
 |  |
| urdidura | Placa base antiaderente |
O canto do modelo ou o todo é separado da plataforma.
Material: ABS, ASA, PA, PC e outros materiais com alto encolhimento são fáceis de deformar e rachar, a impressão precisa ter uma câmara de temperatura constante, ao fechar o ventilador de sopro, você pode usar eEnclosure ou uma impressora com câmara de aquecimento
Nivelamento: o bocal está muito perto da plataforma da primeira camada é fácil transbordar, muito longe da primeira camada não pode grudar na placa inferior, se os quatro cantos da diferença de nivelamento forem muito grandes, pode levar à deformação de um canto mais distante;Prestando atenção especial às condições de alta temperatura, como temperatura do bico de 400 ℃ e placa inferior de 110 ℃, o bico e a placa inferior serão deformados, o PLA pode ser achatado por nivelamento a frio, mas o ABS não grudará, recomenda-se que alta temperatura nivelamento térmico, como (bico 240 ℃ placa inferior 110 ℃)
Fatiamento: recomenda-se que a taxa de extrusão da primeira camada seja superior a 100%, a velocidade da primeira camada é definida para 10 mm / s, fechando o ventilador de sopro da primeira camada, você também pode definir a válvula inferior e a saia, para melhorar a adesão de a placa inferior
Placa de base: a placa de base de diferentes materiais tem um maior impacto na impressão;Substratos PEI podem ser impressos com PLA, mas materiais PETG e ABS são fáceis de deformar;o próprio vidro treliçado é fácil de ser desigual devido a problemas de processo e é fácil não grudar após o uso a longo prazo;recomenda-se usar placa de base de vidro / fibra de carbono + cola sólida PVP que pode ser aplicada a materiais de impressão de baixa e alta temperatura, preste atenção ao revestimento frio ao usar
Cola: geralmente use cola sólida PVP ou 3DLac e outra cola de substrato
Temperatura: a temperatura é muito baixa, os materiais PLA também podem deformar, você pode imprimir a uma temperatura constante ou fechar adequadamente o ventilador de sopro do material
Horário da postagem: 15 de dezembro de 2021