






çözgü
 |  |
| çözgü | Yapışmaz taban plakası |
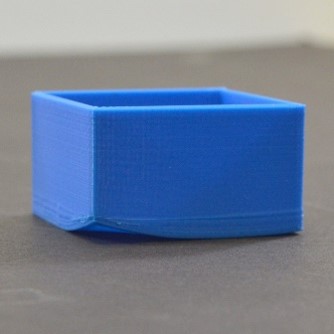
Modelin köşesi veya bütünü platformdan ayrılır.
Malzeme: ABS, ASA, PA, PC ve yüksek büzülme özelliğine sahip diğer malzemelerin bükülmesi ve çatlaması kolaydır, baskının sabit sıcaklıkta bir hazneye sahip olması gerekir, üfleme fanını kapatırken eEnclosure veya ısıtma hazneli bir yazıcı kullanabilirsiniz
Tesviye: nozül, ilk katmanın platformuna çok yakındır, taşması kolaydır, ilk kattan çok uzakta alt plakaya yapışamaz, eğer tesviye farkının dört köşesi çok büyükse, eğrilmeye neden olabilir. daha uzak bir köşe;400 ℃ meme sıcaklığı ve 110 ℃ alt plaka gibi yüksek sıcaklık koşullarına özel dikkat gösterilmesi, meme ve alt plaka deforme olur, PLA soğuk tesviye ile düzleştirilebilir, ancak ABS yapışmaz, yüksek sıcaklığın kullanılması önerilir (nozul 240 ℃ alt plaka 110 ℃) gibi termal tesviye
Dilimleme: ilk katman ekstrüzyon hızının %100'den daha yükseğe ayarlanması önerilir, ilk katman hızı 10 mm/sn olarak ayarlanır, ilk katman üfleme fanını kapatır, yapışmayı iyileştirmek için alt valfi ve eteği de ayarlayabilirsiniz. alt plaka
Taban plakası: farklı malzemeler taban plakasının baskı üzerinde daha büyük bir etkisi vardır;PEI alt tabakaları PLA ile basılabilir, ancak PETG ve ABS malzemelerinin bükülmesi kolaydır;Kafes camın kendisinin işlem sorunları nedeniyle düzensiz olması kolaydır ve uzun süreli kullanımdan sonra yapışmaması kolaydır;Düşük sıcaklıkta ve yüksek sıcaklıkta baskı malzemelerine uygulanabilen cam / karbon fiber taban plakası + PVP katı yapıştırıcı kullanılması tavsiye edilir, lütfen kullanırken soğuk kaplamaya dikkat edin
Tutkal: genellikle PVP katı yapıştırıcı veya 3DLac ve diğer alt tabaka yapıştırıcısı kullanın
Sıcaklık: sıcaklık çok düşük, PLA malzemeleri de eğilebilir, sabit bir sıcaklıkta yazdırabilir veya malzeme üfleme fanını düzgün şekilde kapatabilirsiniz
Gönderim zamanı: 15 Aralık 2021