






วาร์ป
 |  |
| วิปริต | แผ่นฐานกันติด |
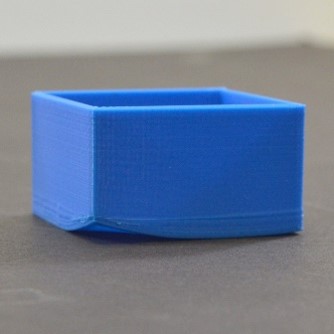
มุมของโมเดลหรือทั้งหมดแยกออกจากแท่น
วัสดุ: ABS, ASA, PA, PC และวัสดุอื่นๆ ที่มีการหดตัวสูงจะบิดงอและแตกได้ง่าย การพิมพ์ต้องมีห้องอุณหภูมิคงที่ ในขณะที่ปิดพัดลมเป่า คุณสามารถใช้ eEnclosure หรือเครื่องพิมพ์ที่มีห้องทำความร้อน
การปรับระดับ: หัวฉีดอยู่ใกล้แพลตฟอร์มของชั้นแรกมากเกินไปทำให้ล้นได้ง่าย ห่างจากชั้นแรกมากเกินไปไม่สามารถติดกับแผ่นด้านล่างได้ หากความแตกต่างของการปรับระดับมุมทั้งสี่มีขนาดใหญ่เกินไป อาจนำไปสู่การแปรปรวนจาก มุมที่ไกลออกไปให้ความสนใจเป็นพิเศษกับสภาวะที่มีอุณหภูมิสูง เช่น อุณหภูมิหัวฉีด 400 ℃ และแผ่นด้านล่าง 110 ℃ หัวฉีดและแผ่นด้านล่างจะเสียรูป PLA สามารถแบนราบได้ด้วยการปรับระดับเย็น แต่ ABS จะไม่ติด ขอแนะนำว่าอุณหภูมิสูง การปรับระดับความร้อน เช่น (หัวฉีด 240 ℃ แผ่นด้านล่าง 110 ℃)
การแบ่งส่วน: แนะนำให้ตั้งค่าอัตราการอัดรีดชั้นแรกสูงกว่า 100% ความเร็วชั้นแรกตั้งไว้ที่ 10 มม. / วินาที ปิดพัดลมเป่าชั้นแรก คุณยังสามารถตั้งค่าวาล์วด้านล่างและกระโปรงเพื่อปรับปรุงการยึดเกาะของ แผ่นด้านล่าง
แผ่นฐาน: แผ่นฐานวัสดุที่แตกต่างกันมีผลต่อการพิมพ์มากกว่าพื้นผิว PEI สามารถพิมพ์ด้วย PLA ได้ แต่วัสดุ PETG และ ABS นั้นบิดงอได้ง่ายกระจกขัดแตะเองนั้นไม่สม่ำเสมอได้ง่ายเนื่องจากปัญหาในกระบวนการ และไม่ติดง่ายหลังจากใช้งานระยะยาว ;ขอแนะนำให้ใช้แผ่นฐานแก้ว / คาร์บอนไฟเบอร์ + กาวแข็ง PVP ซึ่งสามารถนำไปใช้กับวัสดุการพิมพ์ที่อุณหภูมิต่ำและอุณหภูมิสูงได้ โปรดใส่ใจกับการเคลือบเย็นเมื่อใช้
กาว: โดยทั่วไปใช้กาวแข็ง PVP หรือ 3DLac และกาวพื้นผิวอื่นๆ
อุณหภูมิ: อุณหภูมิต่ำเกินไป วัสดุ PLA อาจบิดงอได้ คุณสามารถพิมพ์ที่อุณหภูมิคงที่หรือปิดพัดลมเป่าวัสดุอย่างเหมาะสม
เวลาโพสต์: 15 ธ.ค.-2564