






ワープ
 |  |
| ワープ | ノンスティックベースプレート |
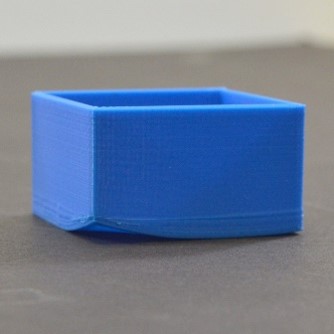
モデルの角または全体がプラットフォームから離れています。
材質:ABS、ASA、PA、PC、その他の高収縮素材は反ったり割れたりしやすいため、印刷には恒温室が必要です。送風ファンを閉じた状態で、eEnclosureまたは加熱室付きプリンターを使用できます。
レベリング:ノズルが最初の層のプラットフォームに近すぎるとオーバーフローしやすく、最初の層から遠すぎると底板に貼り付けることができません。レベリングの差の四隅が大きすぎると、からの反りにつながる可能性があります。さらに遠い隅。ノズル温度400℃、底板110℃などの高温条件には特に注意してください。ノズルと底板が変形します。PLAはコールドレベリングで平らにできますが、ABSはくっつきません。高温で使用することをお勧めします。サーマルレベリングなど(ノズル240℃ ボトムプレート110℃)
スライス: 第 1 層の押出率を 100% より高く設定することをお勧めします。第 1 層の速度は 10 mm / s に設定し、第 1 層の送風ファンを閉じます。また、底部のバルブとスカートを設定して、接着力を向上させることもできます。底板
ベースプレート: 異なる素材のベースプレートは印刷に大きな影響を与えます。PEI 基板は PLA で印刷できますが、PETG および ABS 材料は反りやすいです。格子ガラス自体はプロセス上の問題により凹凸が生じやすく、長期間使用するとくっつかなくなりやすい。低温および高温の印刷材料に適用できるガラス/カーボンファイバーベースプレート+PVP固形接着剤の使用をお勧めします。使用する際はコールドコーティングに注意してください。
接着剤: 通常、PVP 固形接着剤または 3DLac およびその他の基材接着剤を使用します。
温度: 温度が低すぎます。PLA 素材も歪む可能性があります。一定の温度で印刷するか、吹き込み材のファンを適切に閉じることができます。
投稿時間: 2021 年 12 月 15 日