






Suporte e separação de modelos
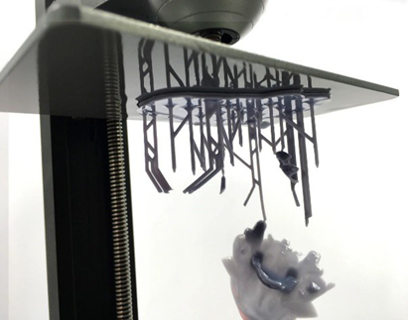 | 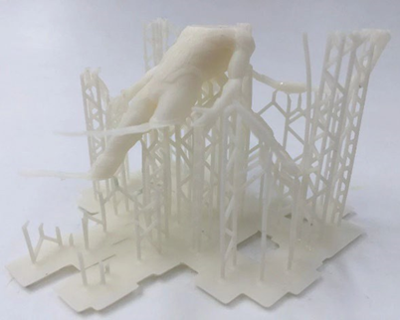 |
| Suporte e separação de modelos | Suporte faltando ou quebrado |
O modelo impresso está separado do suporte ou parte da estrutura do suporte está faltando ou quebrada
Tela: Resina suja curada na tela afeta a liberação;ou a tela vaza líquido fazendo com que a área não seja imprimível ou o grau de moldagem seja reduzido
Fonte de luz: Algumas fontes de luz não são uniformes, o que pode levar a uma exposição inconsistente em diferentes áreas
Resina: A viscosidade da resina é muito alta, levará a um aumento na força de liberação, dificultando a separação do suporte e do modelo, recomenda-se reduzir adequadamente a velocidade de elevação e aumentar a altura de elevação
Modelo: mudanças repentinas na área da seção transversal do modelo, como uma pequena área para uma grande área, aumento da força de liberação, deformação de camada única, Ao colocá-lo, tente evitar mudanças repentinas na área da seção transversal e grandes áreas suportado diretamente
Fatiamento: tempo de exposição insuficiente, de modo que o modelo não é curado o suficiente, resultando em suporte muito fino e macio. Durante o processo de decapagem, o suporte é separado do modelo sob uma força de liberação maior, recomenda-se testar o exato tempo de exposição antes da impressão;suporte menos fino, resultando em suporte não pode puxar o modelo, ocorre separação, recomenda-se engrossar a criptografia;a velocidade de elevação é muito rápida, pode haver uma força de liberação maior, dificultando o suporte e a separação do modelo.
Separação: Se o filme de liberação estiver gasto, a força de liberação não é suficiente, resultando na separação do fundo e do suporte da pasta do modelo.
Temperatura: a temperatura é muito baixa sem isolamento e a atividade da resina é baixa, recomenda-se abrir o ar condicionado 25-35 ℃ para impressão.
Horário da postagem: 15 de dezembro de 2021