






Support et séparation des modèles
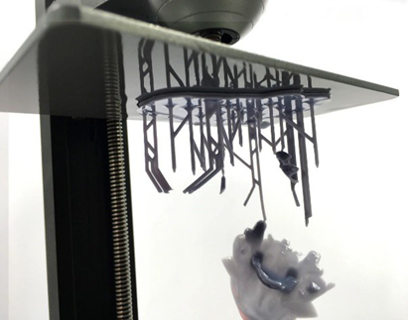 | 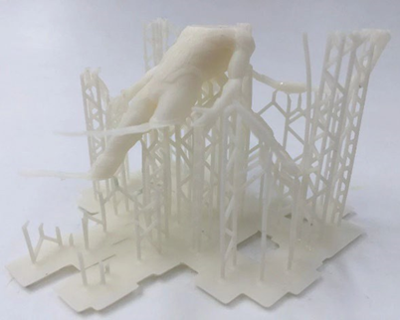 |
| Support et séparation des modèles | Support manquant ou cassé |
Le modèle imprimé est séparé du support ou une partie de la structure de support est manquante ou cassée
Écran : la résine sale durcie sur l'écran affecte la libération ;ou l'écran laisse échapper du liquide, ce qui rend la zone non imprimable ou le degré de moulage est réduit
Source lumineuse : certaines sources lumineuses ne sont pas uniformes, ce qui peut entraîner une exposition incohérente dans différentes zones
Résine : la viscosité de la résine est trop élevée, cela entraînera une augmentation de la force de libération, rendant le support et la séparation du modèle, il est recommandé de réduire correctement la vitesse de levage et d'augmenter la hauteur de levage
Modèle : modifications soudaines de la section transversale du modèle, telles qu'une petite zone à une grande surface, une force de libération accrue, une déformation monocouche. Lorsque vous le placez, essayez d'éviter les modifications soudaines de la section transversale et des grandes surfaces directement pris en charge
Tranchage : temps d'exposition insuffisant, de sorte que le modèle n'est pas suffisamment durci, ce qui entraîne un support trop fin et trop mou, Pendant le processus de décapage, le support est séparé du modèle sous une force de libération plus importante, il est recommandé de tester l'exact temps d'exposition avant impression ;support moins mince, résultant en un support ne peut pas tirer le modèle, la séparation se produit, il est recommandé d'épaissir le cryptage ;la vitesse de levage est trop rapide, il peut y avoir une plus grande force de libération, ce qui rend le support et la séparation du modèle.
Séparation : si le film anti-adhésif est usé, la force de démoulage n'est pas suffisante, ce qui entraîne la séparation du fond et du support de la pâte à modeler.
Température: la température est trop basse sans isolation et l'activité de la résine est faible, il est recommandé d'ouvrir la climatisation à 25-35 ℃ pour l'impression.
Heure de publication : 15 décembre 2021