






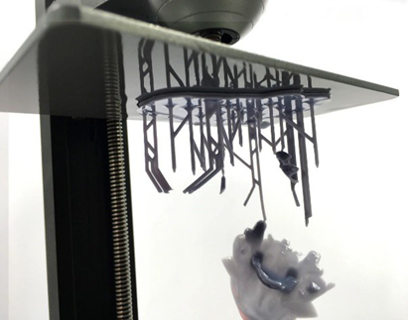
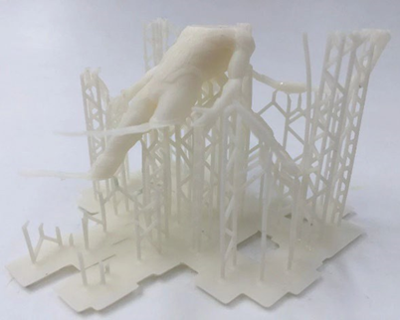
Destek ve model ayrımı
 |  |
| Destek ve model ayrımı | Destek eksik veya bozuk |
Basılı model destekten ayrılmış veya destek yapısının bir kısmı eksik veya bozuk
Ekran: Ekrandaki kürlenmiş kirli reçine salınımını etkiler;veya ekrandan sıvı sızarak alanın yazdırılamaz hale gelmesine veya kalıplama derecesinin düşmesine neden olur
Işık kaynağı: Bazı ışık kaynakları tek tip değildir, bu da farklı alanlarda tutarsız pozlamaya neden olabilir.
Reçine: Reçine viskozitesi çok yüksek, serbest bırakma kuvvetinde artışa yol açarak destek ve model ayrımına yol açacaktır, kaldırma hızını uygun şekilde düşürmeniz ve kaldırma yüksekliğini artırmanız önerilir
Model: küçük bir alandan geniş bir alana, artan serbest bırakma kuvveti, tek katmanlı deformasyon gibi modelin kesit alanındaki ani değişiklikler, Yerleştirirken, kesit alanındaki ve geniş alanlardaki ani değişikliklerden kaçınmaya çalışın doğrudan desteklenen
Dilimleme: yetersiz maruz kalma süresi, bu nedenle modelin yeterince sertleşmemesi, desteğin çok ince ve çok yumuşak olmasına neden olur, Sıyırma işlemi sırasında destek, daha büyük bir serbest bırakma kuvveti altında modelden ayrılır, tam olarak test edilmesi önerilir baskıdan önceki maruz kalma süresi;destek daha az ince, destek modeli çekemez, ayrılma meydana gelir, şifrelemeyi kalınlaştırmanız önerilir;kaldırma hızı çok hızlıysa, destek ve model ayrımı yapan daha büyük bir serbest bırakma kuvveti olabilir.
Ayırma: Ayırma filmi aşınmışsa, ayırma kuvveti yeterli değildir, bu da model macunu tabanının ve desteğin ayrılmasına neden olur.
Sıcaklık: yalıtım olmadan sıcaklık çok düşük ve reçine aktivitesi düşük, baskı için klimanın 25-35 ℃ açılması önerilir.
Gönderim zamanı: 15 Aralık 2021