






Ondersteuning en modelscheiding
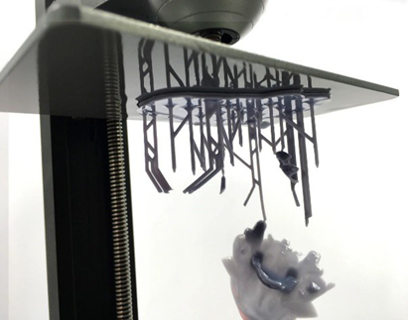 | 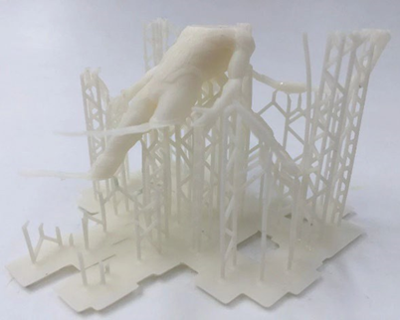 |
| Ondersteuning en modelscheiding | Ondersteuning ontbreekt of is kapot |
Het geprinte model is losgekomen van de steun of een deel van de steunstructuur ontbreekt of is kapot
Scherm: Uitgeharde vuile hars op het scherm beïnvloedt de afgifte;of het scherm lekt vloeistof waardoor het gebied onbedrukbaar wordt of de mate van vorming wordt verminderd
Lichtbron: Sommige lichtbronnen zijn niet uniform, wat kan leiden tot een inconsistente belichting in verschillende gebieden
Hars: de viscositeit van de hars is te hoog, dit zal leiden tot een toename van de loskracht, waardoor de steun en het model worden gescheiden, het wordt aanbevolen om de hefsnelheid correct te verminderen en de hefhoogte te vergroten
Model: plotselinge veranderingen in de dwarsdoorsnede van het model, zoals een klein gebied tot een groot gebied, verhoogde loskracht, enkellaagse vervorming. Probeer bij het plaatsen plotselinge veranderingen in dwarsdoorsnede en grote gebieden te voorkomen direct ondersteund
Snijden: onvoldoende belichtingstijd, waardoor het model niet voldoende is uitgehard, waardoor de ondersteuning te dun en te zacht is. Tijdens het stripproces wordt de ondersteuning van het model gescheiden onder een grotere loskracht, het wordt aanbevolen om de exacte te testen belichtingstijd voor afdrukken;ondersteuning minder dun, wat resulteert in ondersteuning kan het model niet trekken, er treedt scheiding op, het wordt aanbevolen om de codering dikker te maken;de hefsnelheid is te hoog, er kan een grotere ontgrendelingskracht zijn, waardoor ondersteuning en modelscheiding ontstaan.
Scheiding: als de release-film versleten is, is de release-kracht niet voldoende, wat resulteert in de scheiding van de modelpastabodem en -ondersteuning.
Temperatuur: de temperatuur is te laag zonder isolatie en de harsactiviteit is laag, het wordt aanbevolen om airconditioning 25-35 ℃ te openen voor afdrukken.
Posttijd: 15 december 2021