






Độ nhám bề mặt
Độ nhám bề mặt thường liên quan đến vật liệu, cắt lát và nhiệt độ.
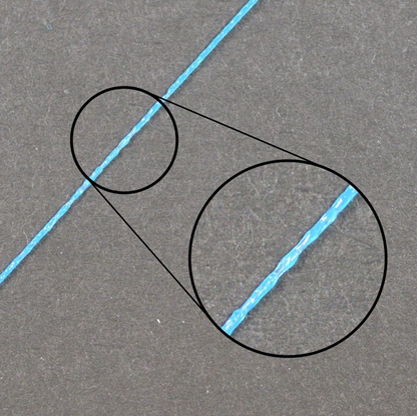
Vụ nổ mở rộng vật liệu ép đùn
•Chất liệu:Chất liệu hút nước, nước bốc hơi và nở ra ở 200 độ kèm theo tiếng nổ nên cần sấy khô trước khi in theo yêu cầu của các chất liệu khác nhau (PVA, PA, TPU, PC, PEEK).
•In ấn: Vật tư tiêu hao dễ thấm được in trực tiếp trong không khí và hút nước trong quá trình in), cần trang bị hộp đựng vật liệu kín, chẳng hạn như eBOX.
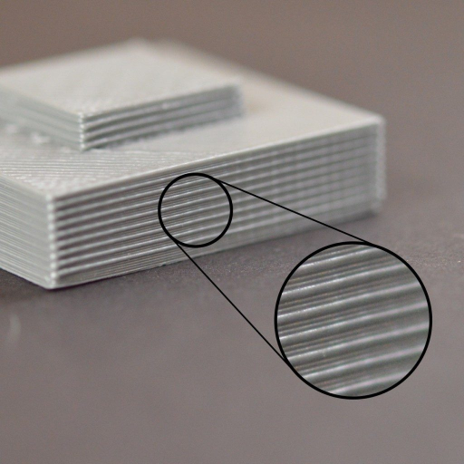
Sọc ngang trục Z
•Nhiệt độ: Khi nhiệt độ in dao động, cần điều chỉnh PID đầu in để nhiệt độ in ổn định;Sự dao động nhiệt độ của giường nóng, độ trễ truyền nhiệt là rõ ràng, dẫn đến sự thay đổi trong khoang nhiệt độ, vật liệu tạo ra các mức độ co ngót khác nhau, đóng giường nóng để thử hoặc điều chỉnh PID của giường nóng
•Ống: Ống tản nhiệt không đủ và dòng nguyên liệu không ổn định.) nên thay quạt ống tốc độ cao hơn để tăng tốc độ làm mát
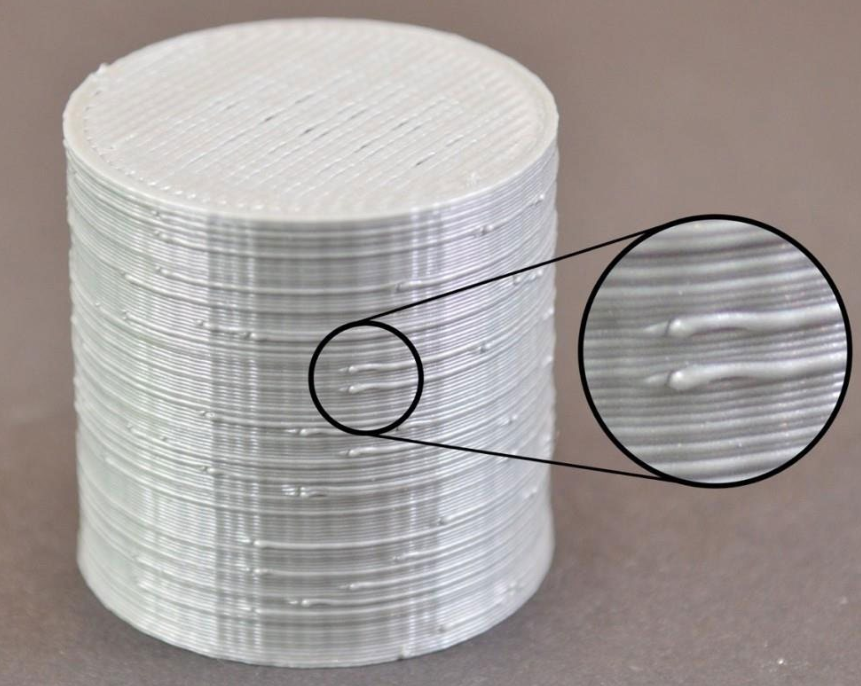
Thiếu hoặc tràn nguyên liệu ở điểm xuất phát
•Hạn chế: nhược điểm quá nhiều hoặc bù đắp nhược điểm quá ít sẽ dẫn đến thiếu nguyên liệu ngay từ đầu;Hạn chế quá ít hoặc bồi thường nhược điểm quá nhiều sẽ dẫn đến tràn vật liệu tại điểm xuất phát;điều chỉnh chính xác nhược điểm có thể làm cho bề mặt nhẵn và giảm khả năng kéo dây.
Thời gian đăng: Sep-05-2021