






表面粗さ
表面粗さは通常、材料、スライス、温度に関連します。
押出材の膨張爆発
•材質:材質は水を吸収し、水は200度で爆発音とともに蒸発して膨張するため、さまざまな材質(PVA、PA、TPU、PC、PEEK)の要件に従って印刷前に乾燥する必要があります。
•印刷:吸収しやすい消耗品は空気中で直接印刷され、印刷プロセス中に水分を吸収します)、eBOXなどの密封された材料箱を装備する必要があります。
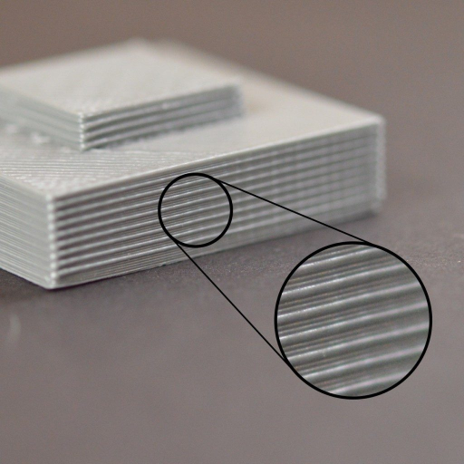
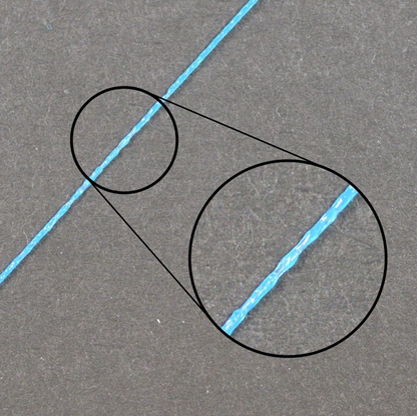
Z軸横縞
• 温度: 印刷温度が変動する場合は、印刷温度を安定させるためにプリント ヘッドの PID を調整する必要があります。ホットベッドの温度変動、熱伝達ヒステリシスは明らかであり、その結果、温度キャビティが変化します。材料はさまざまな程度の収縮を生成します。ホットベッドを閉じてホットベッドの PID を試行または調整します。
•パイプ:パイプの放熱が不十分で、材料の流れが不安定です。)冷却を促進するために、より高速なパイプファンを交換することをお勧めします。
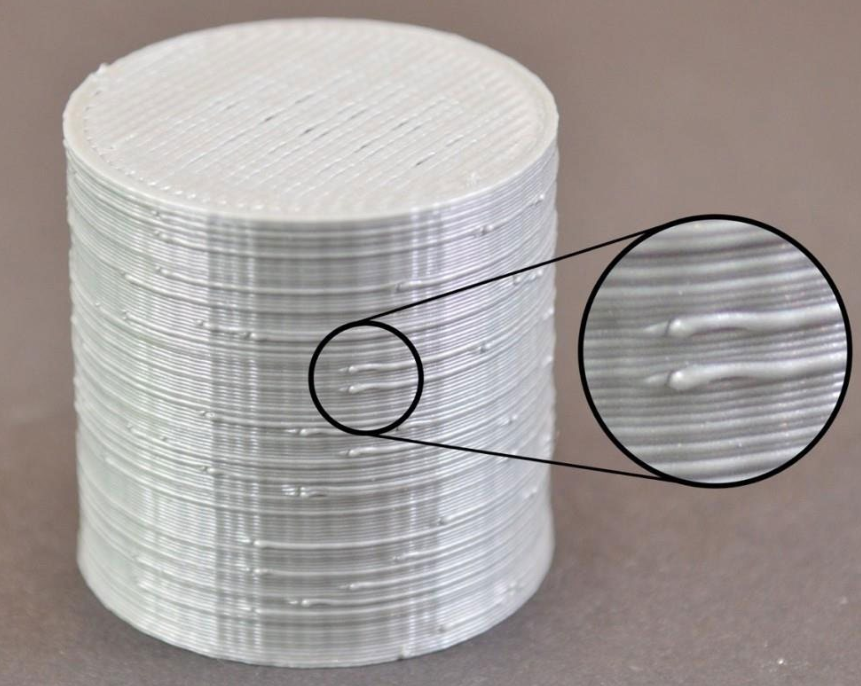
出発点での材料の不足またはオーバーフロー
•欠点: 欠点の補正が多すぎたり、欠点の補正が少なすぎたりすると、開始時点で素材が不足します。欠点の補正が少なすぎたり、欠点の補正が多すぎたりすると、開始点で材料がオーバーフローしてしまいます。欠点を正しく調整すると、表面が滑らかになり、伸線を減らすことができます。
投稿時間: 2021 年 9 月 5 日