






Ruvidezza della superficie
La ruvidità della superficie è solitamente correlata al materiale, al taglio e alla temperatura.
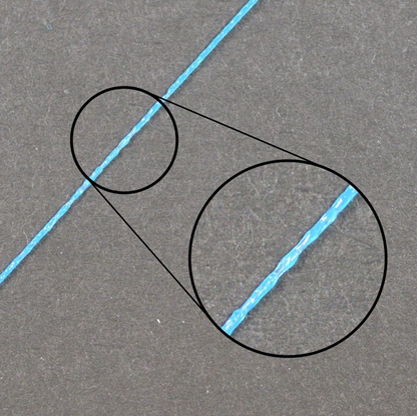
Esplosione da espansione del materiale estruso
•Materiale: il materiale assorbe acqua e l'acqua vaporizza e si espande a 200 gradi con un suono esplosivo, quindi deve essere asciugato prima della stampa in base ai requisiti dei diversi materiali (PVA, PA, TPU, PC, PEEK).
•Stampa: i materiali di consumo facilmente assorbenti vengono stampati direttamente nell'aria e assorbono acqua durante il processo di stampa), dovrebbero essere dotati di una scatola di materiale sigillata, come eBOX.
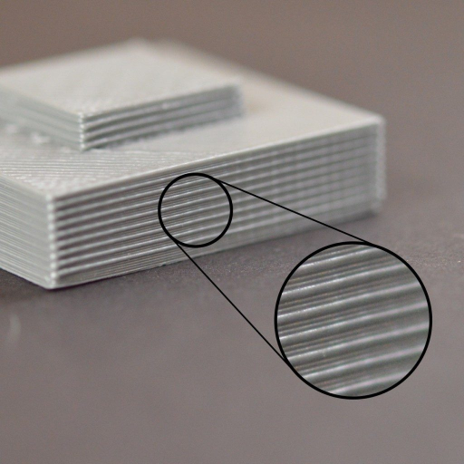
Strisce orizzontali sull'asse Z
•Temperatura: quando la temperatura di stampa fluttua, il PID della testina di stampa deve essere regolato per rendere stabile la temperatura di stampa;Le fluttuazioni della temperatura del letto caldo, l'isteresi del trasferimento di calore sono evidenti, con conseguenti cambiamenti nella cavità della temperatura, il materiale produce diversi gradi di restringimento, chiudere il letto caldo per provare o regolare il PID del letto caldo
•Tubo: il tubo ha una dissipazione del calore insufficiente e il flusso del materiale è instabile.) Si consiglia di sostituire la ventola del tubo a velocità più elevata per accelerare il raffreddamento
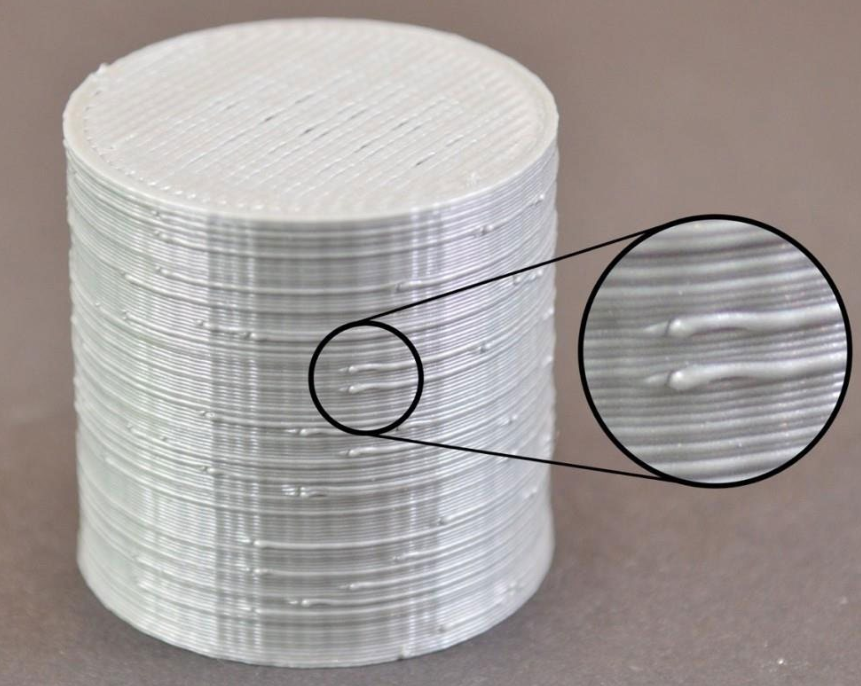
Carenza o eccesso di materiale al punto di partenza
•Svantaggio: una compensazione eccessiva o insufficiente degli svantaggi porterà alla mancanza di materiale al punto di partenza;una compensazione troppo piccola o eccessiva dell'inconveniente porterà al traboccamento del materiale nel punto iniziale;la corretta regolazione dell'inconveniente può rendere la superficie liscia e ridurre la trafilatura.
Orario di pubblicazione: 05-settembre-2021