






Oberflächenrauheit
Die Oberflächenrauheit hängt normalerweise mit Material, Schnitt und Temperatur zusammen.
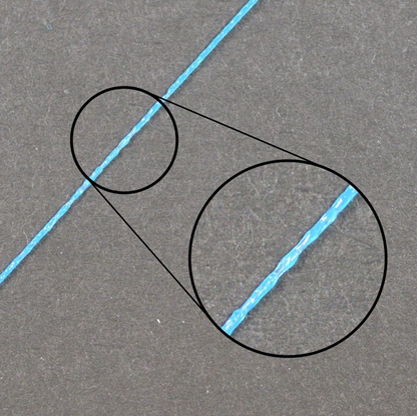
Explosion der extrudierten Materialexpansion
•Material: Das Material absorbiert Wasser und das Wasser verdampft und dehnt sich bei 200 Grad mit explosionsartigem Geräusch aus. Daher sollte es vor dem Drucken entsprechend den Anforderungen verschiedener Materialien (PVA, PA, TPU, PC, PEEK) getrocknet werden.
•Drucken: Leicht saugfähige Verbrauchsmaterialien werden direkt in der Luft gedruckt und absorbieren während des Druckvorgangs Wasser. Sie sollten mit einer versiegelten Materialbox wie einer eBOX ausgestattet sein.
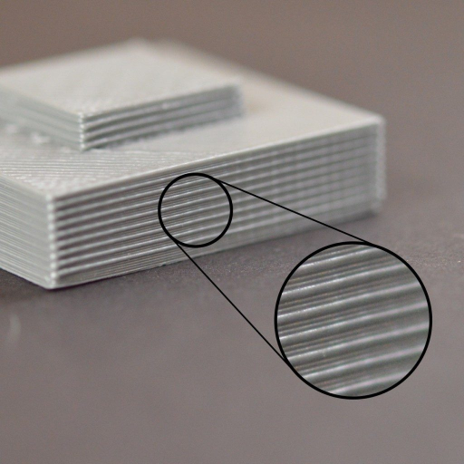
Horizontale Streifen auf der Z-Achse
•Temperatur: Wenn die Drucktemperatur schwankt, sollte die Druckkopf-PID angepasst werden, um die Drucktemperatur stabil zu halten;Die Schwankungen der Temperatur des heißen Betts und die Hysterese der Wärmeübertragung sind offensichtlich, was zu Änderungen in der Temperatur des Hohlraums führt und das Material unterschiedlich stark schrumpft. Schließen Sie das heiße Bett, um zu versuchen, die PID des heißen Betts anzupassen
•Rohr: Das Rohr verfügt über eine unzureichende Wärmeableitung und der Materialfluss ist instabil. Es wird empfohlen, den Rohrventilator mit höherer Geschwindigkeit auszutauschen, um die Abkühlung zu beschleunigen
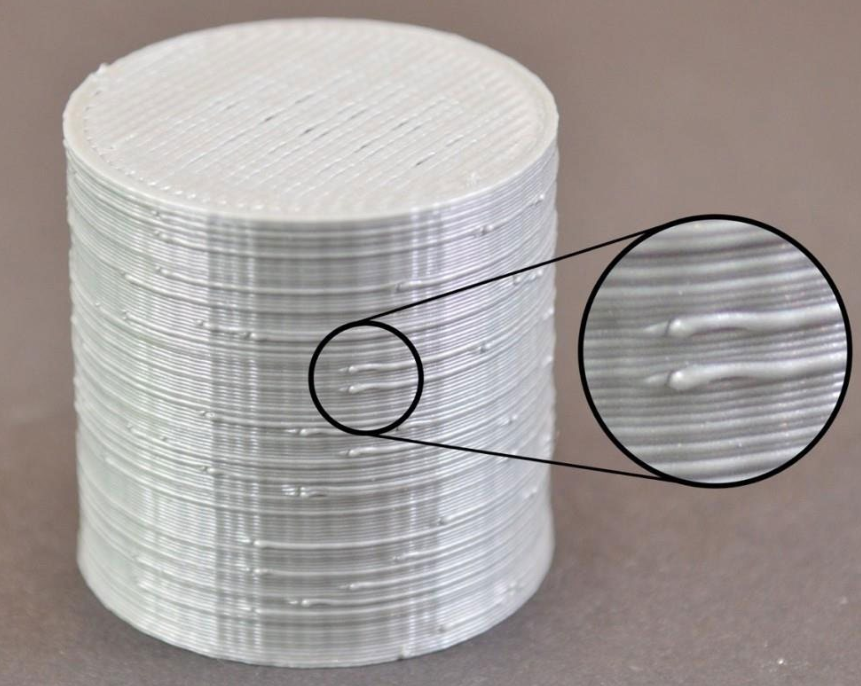
Materialmangel oder -überlauf am Ausgangspunkt
•Nachteil: Zu viel Nachteil oder zu wenig Nachteilsausgleich führen zu Materialmangel am Ausgangspunkt;zu wenig Nachteil oder zu viel Nachteilsausgleich führt zu einem Materialüberlauf am Ausgangspunkt;Durch die richtige Einstellung des Abzugs kann die Oberfläche glatter werden und das Ziehen von Drähten verringert werden.
Zeitpunkt der Veröffentlichung: 05.09.2021