






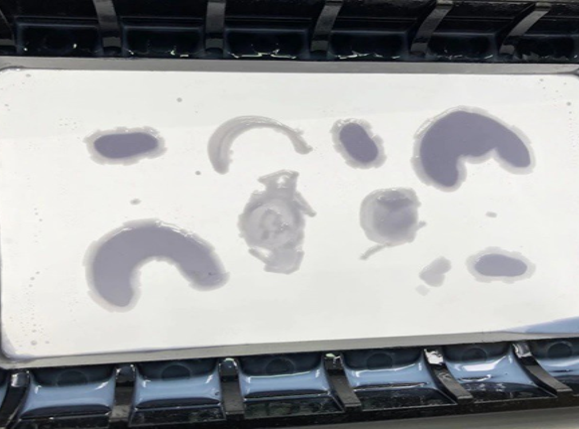
ステッカーベース&ワープ
 |  |
| ステッカーベース | ワープ |
印刷されたモデルがリリースフィルムにくっついたり、コーナーがバックルになったりします。
スクリーン: スクリーン上の硬化した汚れた樹脂が剥離に影響を与える
光源: 一部の光源は均一な光ではないため、異なる領域で露出が不均一になる可能性があります。
レベリング:プラットフォームとスクリーンのレベリングの四隅が水平でないか、遠すぎる場合は、再度水平にする必要があります。各コーナーから引き出されるA4用紙の抵抗は同じです。
プラットフォーム: 成形プラットフォーム上に洗浄されていない不純物があります。成形プラットフォーム自体は平らではありません。フォーミングプラットフォームが磨耗しています。
スライス: 底面露光時間が十分ではないため、モデルと底面プレートの密着性を向上させるために底面露光時間を増やします。底面露光は通常の露光時間の 8 ~ 10 倍です。リフト速度が速すぎると、リリース力が大幅に増加します
リリース: リリースフィルムが磨耗して老化し、リリース力に影響を及ぼし、底部がべたつく場合は、リリースフィルムを交換してみてください。
モデル: モデルが配置され、底部に排水穴は追加されていません。クランププロセス中に真空引きが生成され、クランプ力と真空圧力が分離につながります。小面積から大面積へのモデルの断面積の急激な変化、クランプ力の増加、単層変形、真空引きなど、モデルの断面積の急激な変化は、配置時にできるだけ避けてください。
投稿時間: 2021 年 12 月 15 日